 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机连杆的拆卸安装与标准的维修技术参数
康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机连杆的拆卸安装与标准的维修技术参数
分解图
 LARGE 连杆分解图 |
- 螺钉(4)
- 连杆盖
- 连杆
选择维修工具
推荐的 Cummins® 维修工具
- 连杆检查夹具(零件号 ST-561)
- 连杆弯曲/扭转导向套件,零件号 5299180
- 定位销拆卸器(零件号 3163720)
其他维修物品
- 无需任何其他维修物品。
概述
连杆是一个直线分割式连杆。连杆、活塞和缸套必须作为一个总成进行拆卸。
连杆和连杆盖上标有匹配零件号和序列号。这些标记位于同一侧,可用于确定正确的连杆盖与连杆的相对方向。连杆和连杆盖作为一个总成加工而成,必须保持在一起。
清洁并检查能否继续使用
拆下连杆螺栓。
只保存连杆轴承孔测量时使用的螺栓。

WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
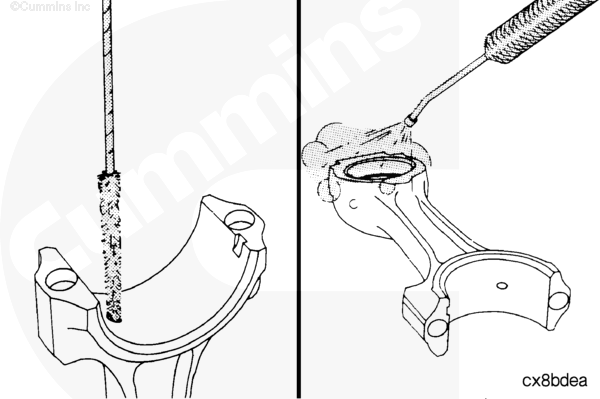
清洁连杆和连杆盖。使用溶剂或蒸汽。
清洁连杆中的机油油道。使用软毛刷。用压缩空气吹干。
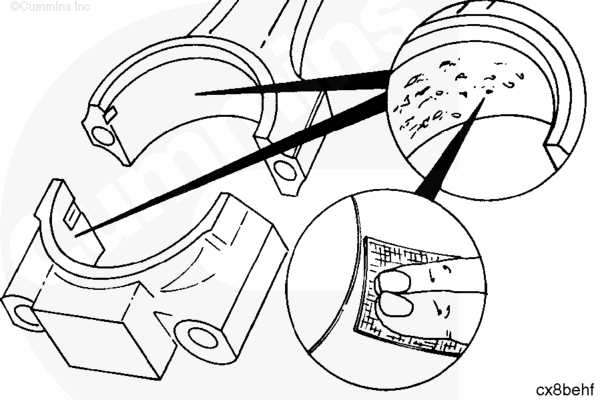
检查连杆和连杆盖配合面是否有磨蚀。
注 : 磨蚀可能会因材料从一个部件转移到另一个部件的轻微锈蚀堆积造成各种损坏。轻微磨蚀通常可以清洗,而较重的损坏将需要更换部件。
如果发现磨蚀损坏,尝试用细砂布清除堆积物。
如果磨蚀损坏无法清除,则必须整体更换连杆和连杆盖。

检查定位销是否损坏。
如果发现损坏,更换定位销。使用定位销拆卸器(零件号 3163720)。

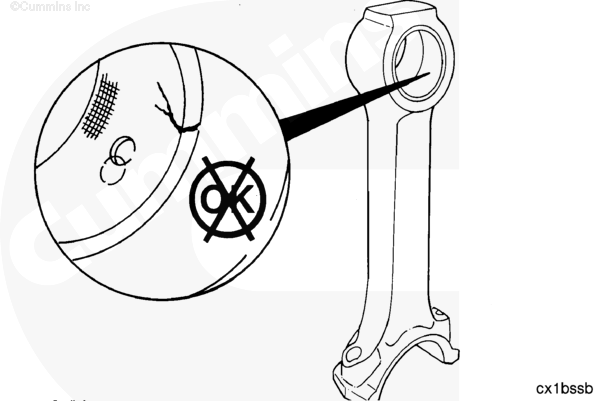
检查连杆和盖。
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 划痕
- 其他损坏

检查活塞销衬套有无损坏,或连杆中的机油油道和衬套中的供油孔是否没有对准。
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 未对齐
- 其他损坏
检查连杆和连杆盖上的轴承表面。
尝试使用细砂布清除所有刻痕或毛刺。
如果无法拆下,将连杆和连杆盖作为一个总成一起更换:
- 拉痕
- 毛刺
测量
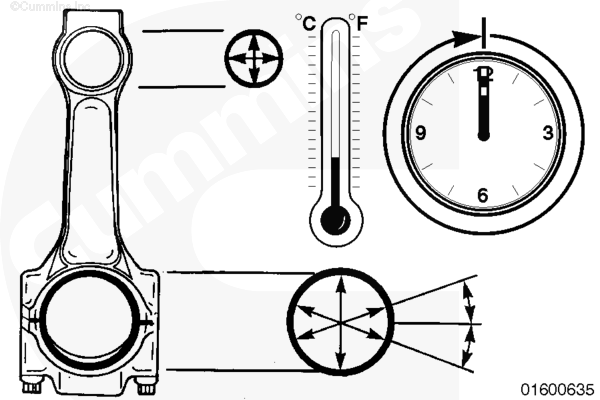
测量连杆孔需要具有高精度等级的测量设备,并且必须只能在连杆温度在 21 至 24°C [70 至 75°F] 之间的稳定温度下达到 24 小时稳定后才能测量。
测量连杆衬套内径。
| 连杆衬套内径 - 新 | ||
| mm | in | |
| 85.05 | 最小 | 3.3484 |
| 85.07 | 最大 | 3.3492 |
| 连杆衬套内径 - 旧 | ||
| mm | in | |
| 85.045 | 最小 | 3.3482 |
| 85.082 | 最大 | 3.3497 |
如果连杆衬套不在技术规范内,更换连杆和连杆盖。
CAUTION
固定连杆。使用带黄铜钳口的钳子。工字梁上的缺口、划痕或凹痕会导致发动机故障。
CAUTION
连杆上的序列号必须与连杆盖上的序列号相同。严禁将新的连杆盖组装到旧连杆上,也不得将旧连杆盖安装到新连杆上。
润滑螺栓头部法兰和螺纹。使用清洁的 85W-140 机油。
组装连杆、连杆盖和螺钉。
用手均匀地拧紧所有连杆盖螺栓以使连杆盖落座。

CAUTION
未遵循正确的扭矩顺序可能会导致发动机损坏。
CAUTION
施加扭矩时,避免缸体或其他物体接触到扭矩扳手手柄。与障碍物接触会导致无法正确确认是否达到规定扭矩。
交替均匀地拧紧螺钉,将连杆盖拉紧在定位销上。
如图所示拧紧螺钉。使用以下步骤和顺序。
连杆的拧紧顺序 1 和 3 与轴承定位舌 (1) 在同一侧。拧紧顺序 1 和 4 在带倒角 (2) 的连杆和连杆盖的端面上。这也可以识别为没有零件号标记的连杆和连杆盖的侧面。
扭矩值
- 210 N•m [155 ft-lb]
- 顺序:1, 2, 3, 4
- 松开所有螺钉。
- 用手拧紧全部螺钉。
- 210 N•m [155 ft-lb] - 避免障碍物与扭矩扳手手柄接触。
- 顺序:1, 2, 3, 4, 1, 2, 3, 4
- 如图所示,在 12 点位置标记螺栓法兰和连杆盖。使用细尖的油漆笔。
- 如图所示,用垂直箭头标记所有的螺栓头。使用细尖的油漆笔。
- 用两个相隔 180 度的标记标记套筒以供参考。
- 转动 180°。
- 顺序:1, 2, 3, 4
- 250 N•m [184 ft-lb]
- 顺序:1, 2, 3, 4
- 如果有螺栓转动,拆卸并重新安装连杆上的四个螺栓。不要多次拧紧螺栓。

确认四个箭头指向相同的方向,如图所示。

在图示位置测量连接轴承孔的内径。使用内径千分表。
| 连杆轴承孔内径 | ||
| mm | in | |
| 163.9875 | 最小 | 6.4562 |
| 164.0125 | 最大 | 6.4572 |
如果有连杆轴承孔径测量值不在规格范围内,则必须将连杆和连杆盖作为一个整体进行更换。
如图所示,松开螺栓 1 和 2。
如图所示,拆下并废弃螺栓 3 和 4。

弯曲度和扭曲度检查
CAUTION
必须按照技术规范安装和拧紧连杆,否则测量将会不准确。
需要一根已知长度、弯曲度和扭曲度的连杆(称为主连杆)用于标定夹具。也可使用一根曲柄销孔中心至活塞销孔中心的距离(连杆长度)已知的新连杆。
在主连杆上安装零件号为 5299180 的连杆弯曲/扭转向导套件。
注 : 确保曲轴销孔导向装置中的定位销与连杆正对的连杆盖相接触。
拧紧心轴,使其正确处于孔的中心。
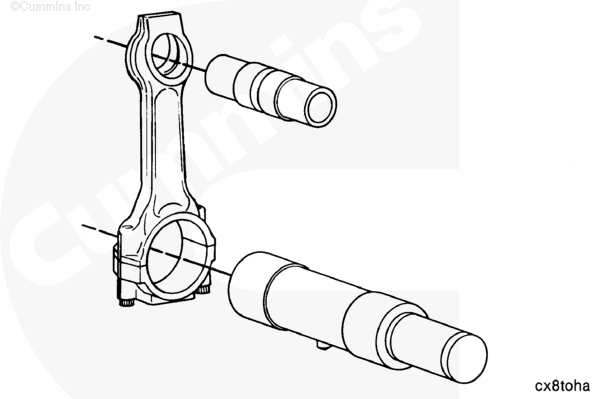
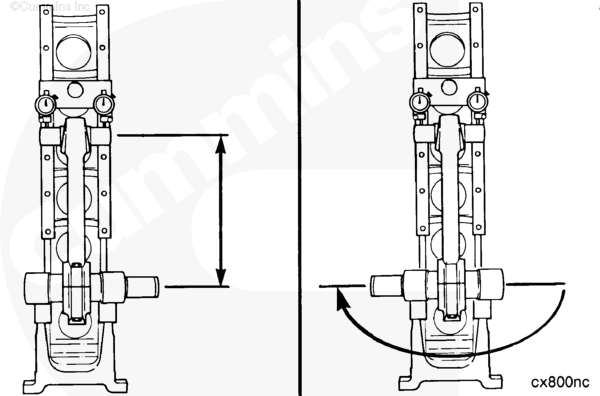
将主连杆安装到连杆检查夹具(零件号 ST-561)中。
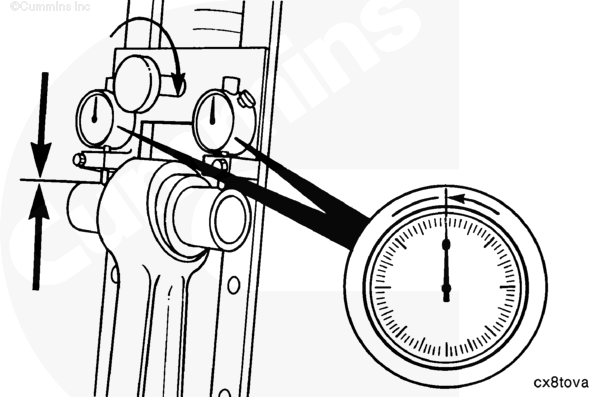
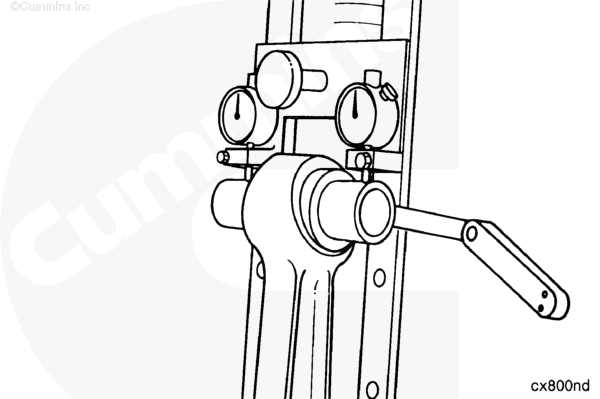
松开旋钮并移动千分表支架,直到两个千分表都接触到活塞销孔心轴的顶部。将支架向心轴方向移动,直到千分表指针转到大约 0.25 mm [0.010 in] 处。转动旋钮以拧紧支架。
将千分表指针调至“零”。来回移动主连杆以确认置“零”。
从夹具上拆卸主连杆。
将连杆水平旋转 180 度。安装在检查夹具中。
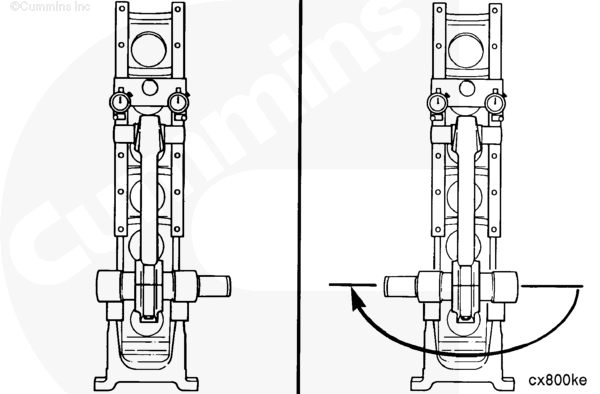
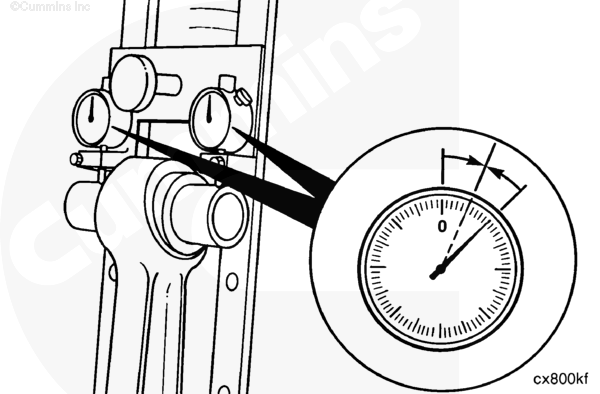
确保千分表返回到“0”设置。
如果千分表指针没有返回到“0”,调整千分表,使“0”移动从指针到上一步确定的“0”指示差值的一半。
注 : 如果指针指在前一步骤设置的“零”位置 0.10 mm [0.004 in] 以外,检查芯轴和夹具上有无污垢或毛刺。如果“0”位置仍不符合技术规范,检查以确保主连杆未损坏。
拆下检查夹具的主连杆。
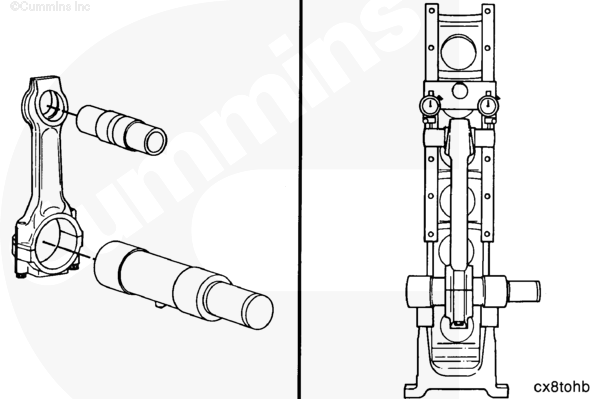
从主连杆上拆下心轴。
重复相同的步骤以安装连杆中的心轴,以便像主连杆一样进行测量。
将连杆安装在检查夹具中。
CAUTION
不要在这一步骤中调整千分表,否则测量将不准确。
记录千分表读数。必须从主连杆的已知长度中加上或减去千分表标定的“0”位置的差值,以确定被测连杆的长度。
| 连杆长度 | ||
| mm | in | |
| 423.95 | 最小 | 16.691 |
| 424.05 | 最大 | 16.695 |
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 长度不在规范内
从夹具上拆下连杆。将连杆水平旋转 180 度。
重复上一步。
CAUTION
严禁试图通过加热或用力矫直连杆。连杆可能最终会因此而断裂并导致发动机大范围损坏。
比较此连杆前两步记录的千分表读数。它们之间的差值则为连杆弯曲度。
- 最大连杆弯曲度(装有衬套)
- 0.10
- 0.004
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 弯曲度不在规范内
CAUTION
严禁试图通过加热或用力矫直连杆。连杆可能最终会因此而断裂并导致发动机大范围损坏。
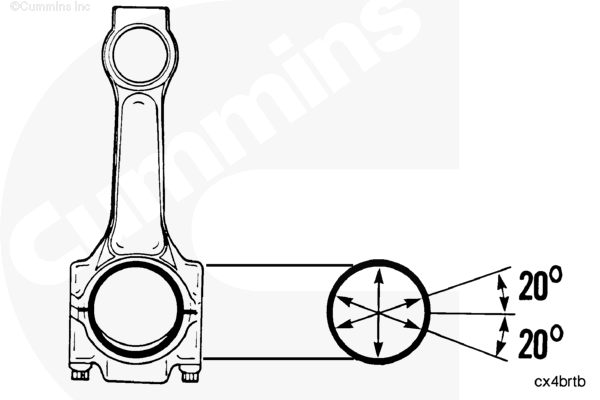
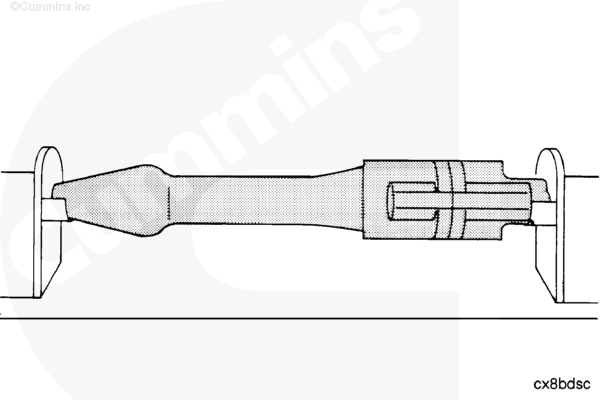
检查检查夹具和活塞销孔心轴之间的间隙。如果连杆扭曲,心轴只接触夹具的一侧。
用力将接触夹具的心轴端握紧靠在检查夹具上。
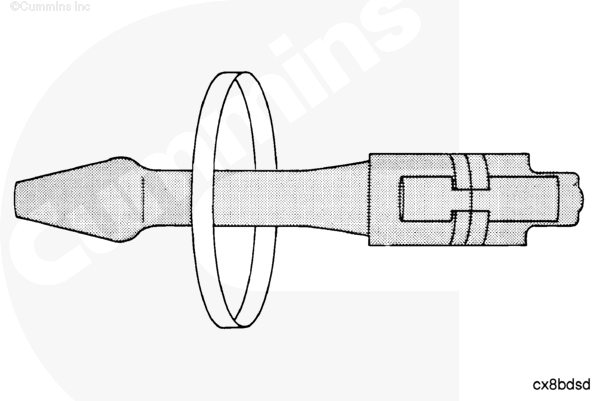
使用塞尺来测量心轴和检查夹具之间的间隙。
活塞销孔中的心轴与检查夹具之间的间隙大小为连杆扭转大小。
| 最大连杆扭曲度(装有衬套) | ||
| mm | in | |
| 0.25 | 最大 | 0.010 |
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 连杆扭曲不在规范内
磁力探伤检查
使用磁粉探伤设备。
检查过程中,连杆和连杆盖必须组装在一起。
施加工件通电电流。采用剩磁法。将电流调整为 1500 安培直流电或整流后的交流电
检查有无裂纹。
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 裂纹
- 其他损坏
施加线圈通电电流。采用剩磁法。检查有无裂纹。
| 电流(安匝数) | |
| 最小 | 2600 VDC 或经整流的 AC |
| 最大 | 2800 VDC 或经整流的 AC |
注 : 安培匝数是指流经线圈的电流与线圈匝数的乘积。
如果出现以下情况,将连杆和连杆盖作为一个整体进行更换:
- 裂纹
- 其他损坏
WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
CAUTION
必须对连杆进行彻底消磁和清洁。任何微小的金属颗粒都可能会导致发动机损坏。
对连杆进行消磁。
清洁零件。使用溶剂或蒸汽。用压缩空气吹干。