 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机的前曲轴齿轮拆卸安装与标准的维修技术参数
康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机的前曲轴齿轮拆卸安装与标准的维修技术参数
分解图
 LARGE 曲轴前齿轮(曲轴已安装)分解图 |
- 曲轴
- 曲轴齿轮
- 半圆键
选择维修工具
推荐的 Cummins® 维修工具
- 曲轴齿轮拆卸器,零件号 5299692
- 液压泵,零件号 3823622
- 液压软管,零件号 3823624
其他维修物品
- 无需任何其他维修物品。
概述
曲轴齿轮位于曲轴的前端,通过半圆键定位。齿轮必须加热以安装在曲轴上。
曲轴齿轮重约 32 kg [70 lb],将需要专用的起重设备。
准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 断开蓄电池和电源。参考设备制造商维修信息。
- 从空气起动马达上断开供气管(如果配备)。参考第 12 节中的步骤 012-022。
- 拆下检修所需的原始设备制造商 (OEM) 部件。参考设备制造商维修信息。
- 拆下减振器防护罩。参考第 1 节中的步骤 001-126。
- 从海水泵和管路排出海水,如有配备。参考第 8 节中的步骤 008-084。
- 拆下海水泵压力传感器,如有配备。参考第 8 节中的步骤 015-098。
- 拆卸海水泵进口挠性管(如有配备)。参考第 8 节中的步骤 008-181。
- 拆下海水泵出口挠性管,如有配备。参考第 8 节中的步骤 008-181。
- 拆下海水泵进水输水管接头(如有配备)。参考第 8 节中的步骤 008-183。
- 如有配备,拆下海水泵出水口管接头。参考第 8 节中的步骤 008-182。
- 拆下海水泵支架,如有配备。参考第 8 节中的步骤 008-058。
- 拆下海水泵机油供应软管,如有配备。参考第 7 节中的步骤 008-184。
- 拆卸海水泵(如果配备)。参考第 8 节中的步骤 008-057。
- 拆下发动机导线线束(如有必要)。参考第 19 节中的步骤 019-043。
- 拆下油雾监测器光学传感器(如有配备)。参考第 15 节中的步骤 015-095。
- 拆下油雾监测器和安装支架(如有配备)。参考第 15 节中的步骤 015-094。
- 拆卸凸轮轴位置传感器。参考第 19 节中的步骤 019-363。
- 拆下曲轴箱呼吸器和管。参考第 1 节中的步骤 001-122。 参考第 1 节中的步骤 001-123。
- 拆下粘性减振器。参考第 1 节中的步骤 001-052。
- 拆卸曲轴前油封。参考第 1 节中的步骤 001-023。
- 拆下前齿轮室盖。参考第 1 节中的步骤 001-031。
- 拆下凸轮轴惰轮。参考第 1 节中的步骤 001-036。
- 拆下水泵、燃油泵和机油泵惰轮。参考第 1 节中的步骤 001-121。
拆卸
在曲轴上安装安装板(零件号 5299695)。

在安装板上安装导向螺柱,零件号 5299087。

将螺柱(零件号 2892541)的短螺纹端安装到拆卸器盘(零件号 2892543)的标签侧。

将两个拆卸器盘放在曲轴齿轮的后面。
使用凸耳组装拆卸器盘。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
将拆卸器盘(零件号 2892539)安装在双头螺柱上方,沉孔朝外。

将拆装器隔套(零件号 5299693)安装到拆卸器盘上的螺纹孔中。
确保螺柱两端与拆卸器盘背面平齐。

将安装板(零件号 5299698)和隔套(零件号 3164201)安装到液压缸(零件号 5299696)上。

将液压缸总成放入拆卸器盘沉孔中。

CAUTION
当活塞与曲轴接触时,液压缸必须位于拆卸器盘的沉孔中心,拆卸器总成必须在曲轴上居中。
安装拆卸器盘,零件号 5299697。

务必按如图所示将提升装置连接到拉拔器上。

将液压泵(零件号 3823622)连接到液压缸。使用液压软管,零件号 3823624。
将空气软管连接到液压泵。

从压配上拆下曲轴齿轮。

释放液压并缩回活塞。
如果曲轴齿轮没有完全拆下,在液压缸和安装板之间插入隔套 (1) ,零件号 5299887。
从压配上拆下曲轴齿轮。
释放液压并缩回活塞。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
拆下液压软管。
拆解曲轴齿轮拆卸器。
拆卸曲轴齿轮拆卸器。

拆卸曲轴齿轮。
从曲轴上拆卸半圆键。

清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
清洁曲轴齿轮。使用溶剂。用压缩空气吹干。
检查曲轴有无划痕、毛刺或凹槽。
如果发现损坏,打磨曲轴外径。使用磨石。

检查曲轴齿轮。
如果出现以下情况,则更换齿轮:
- 裂纹
- 轮齿碎裂
- 其他损坏

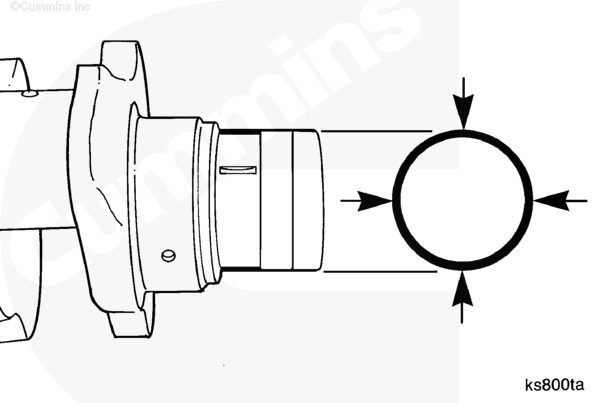
测量曲轴外径。
| 曲轴外径(前齿轮位置) | ||
| mm | in | |
| 218.48 | 最小 | 8.602 |
| 218.52 | 最大 | 8.603 |
如果曲轴不在规格范围内,更换曲轴。
测量前曲轴齿轮内径。
| 前曲轴齿轮内径 | ||
| mm | in | |
| 218.25 | 最小 | 8.592 |
| 218.29 | 最大 | 8.594 |
如果曲轴齿轮不在规格范围内,更换曲轴齿轮。

安装
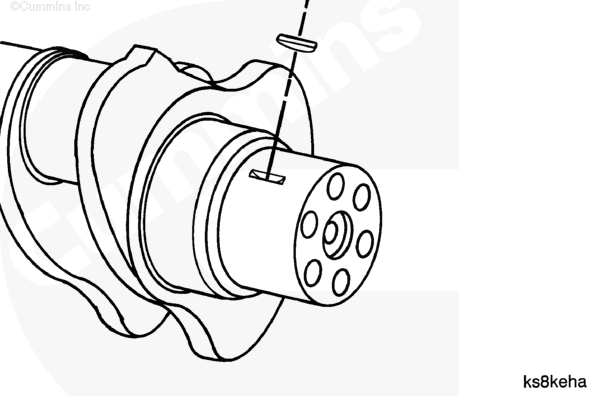
将新的半圆键安装到曲轴上。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
CAUTION
加热齿轮时,不要超出指定的时间或温度。否则可能会损坏齿轮齿。
CAUTION
不要试图安装未经加热的齿轮。可能会导致齿轮或轴损坏。
在恒温箱内将曲轴齿轮加热至 175°C [347°F],持续 90 分钟。不要超过 180°C [356°F]。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
当搬动已加热的零件时,要戴上防护手套以避免人身伤害。
CAUTION
不要用水或油缩短冷却时间。齿轮可能会开裂。使齿轮在空气中自然冷却。
从烤箱中取出曲轴齿轮。
安装齿轮后,必须能从凸轮轴前面看到曲轴齿轮上的正时标记。
将曲轴齿轮中的槽与曲轴半圆键对齐并安装曲轴齿轮。
保持曲轴齿轮紧靠在曲轴上,直到齿轮冷却到不可移动为止。
让齿轮在空气中充分自然冷却。

最后步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 安装水泵、燃油泵和机油泵惰轮。参考第 1 节中的步骤 001-121。
- 安装凸轮轴惰轮。参考第 1 节中的步骤 001-036。
- 安装前齿轮室盖。参考第 1 节中的步骤 001-031。
- 安装曲轴前油封。参考第 1 节中的步骤 001-023。
- 安装粘性减振器。参考第 1 节中的步骤 001-052。
- 安装曲轴箱呼吸器和管。参考第 1 节中的步骤 001-122。 参考第 1 节中的步骤 001-123。
- 安装凸轮轴位置传感器。参考第 19 节中的步骤 019-363。
- 安装油雾监测器和安装支架(如果配备)。参考第 15 节中的步骤 015-094。
- 安装油雾监测器光学传感器(如果配备)。参考第 15 节中的步骤 015-095。
- 安装发动机导线线束(如有必要)参考第 19 节中的步骤 019-043。
- 安装海水泵(如果配备)。参考第 8 节中的步骤 008-057。
- 安装海水泵机油供应软管(如有配备)。参考第 7 节中的步骤 008-184。
- 安装海水泵支架,如有配备。第 8 节中的步骤 008-058。
- 如有配备,安装海水泵出水口管接头。参考第 8 节中的步骤 008-182。
- 安装海水泵进口输水管接头(如有配备)。参考第 8 节中的步骤 008-183。
- 如有配备,安装海水泵出口挠性管。参考第 8 节中的步骤 008-181。
- 安装海水泵进口挠性管(如有配备)。参考第 8 节中的步骤 008-181。
- 安装海水泵压力传感器,如有配备。参考第 8 节中的步骤 015-098。
- 安装减振器防护罩。参考第 1 节中的步骤 001-126。
- 将发动机导线线束连接到呼吸器管上的凸轮轴位置传感器和曲轴箱压力传感器。
- 将导线线束连接到油雾监测仪和海水泵压力传感器(如有配备)上。
- 加注海水泵,如有配备。参考第 8 节中的步骤 008-084。
- 安装拆下的 OEM 部件。参考设备制造商维修信息。
- 将供气管连接到空气起动马达上(如果配备)。参考第 12 节中的步骤 012-022。
- 连接蓄电池和电源。参考设备制造商维修信息。
- 运转发动机。检查有无泄漏。