English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISM、ISMe和QSM11柴油发动机维修手册之热交换器、锌阳极维修保养诊断技术
康明斯ISM、ISMe和QSM11柴油发动机维修手册之热交换器、锌阳极维修保养诊断技术

准备步骤
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造成人身伤害。
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
拆卸冷却液压力盖。
从热交换器底部拆下排放塞。
排放冷却液后,涂敷螺纹密封胶并安装排放塞。
| 冷却液排放塞 | 15 n.m | [133 in-lb] |
排放热交换器中的海水。
- 固定海水供应阀。
- 在系统内确定一个低于热交换器的点,将海水排放到该位置。

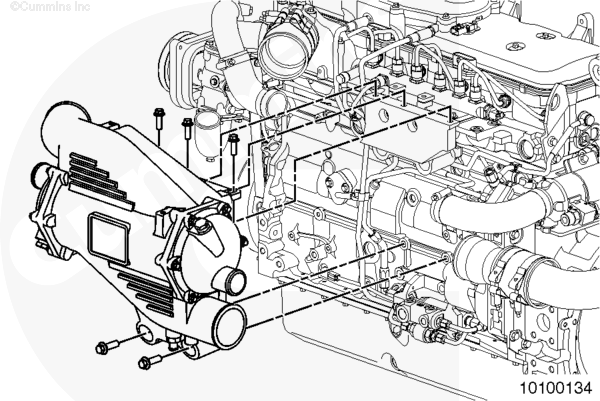
拆卸
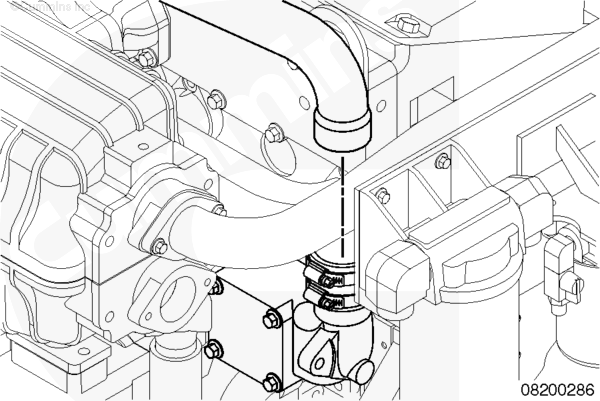
从膨胀箱断开冷却液排气管。
从冷却液液位传感器上断开导线线束。
从中冷器总成上的下部海水管法兰上拆下两个螺钉。
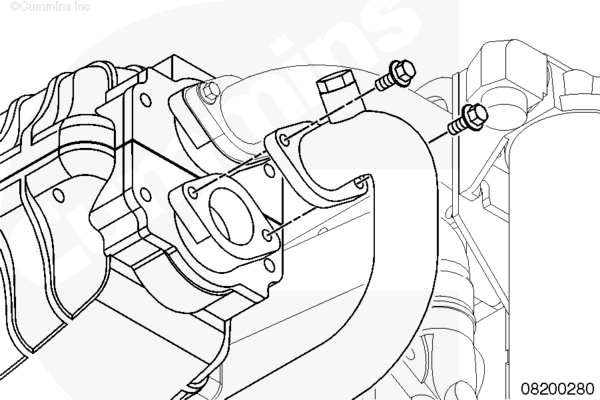
拆卸两个螺钉和管卡箍。
从热交换器总成上拆卸海水管。
从船用变速箱机油冷却器上拆卸两个螺钉,并将其从热交换器总成的出口侧断开。
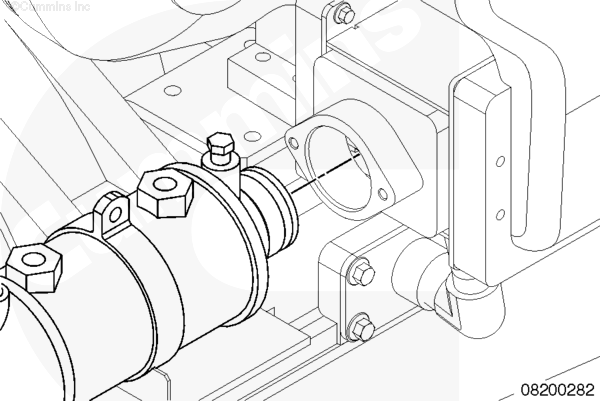
从冷却液水泵进口的法兰上拆卸两个螺钉。
冷却液管采用浮动连接。
扭动冷却液管并将其笔直地拉出,从而从热交换器上拆卸冷却液管和 O 形圈。
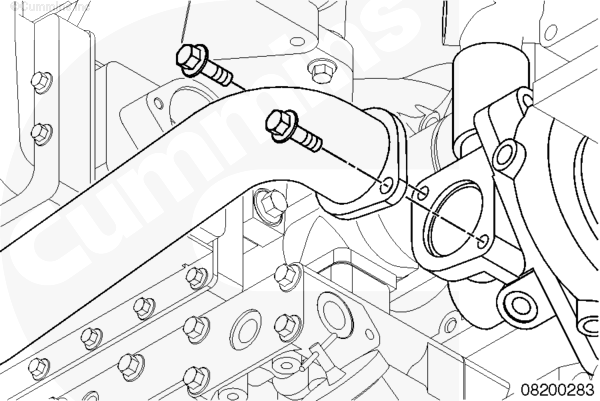
从膨胀箱的上部拆卸两个螺钉和冷却液回流管。
松开节温器壳体上的两个软管卡箍,然后拆卸冷却液回流管。
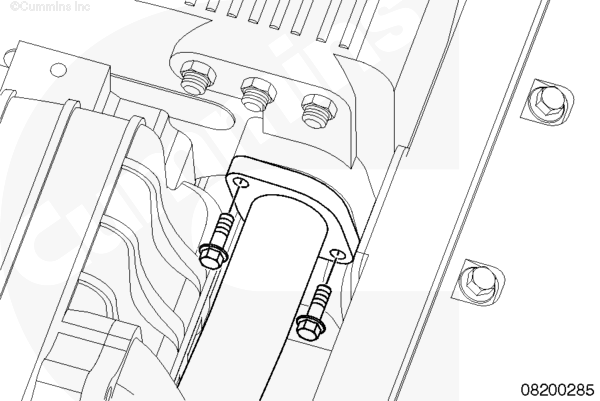
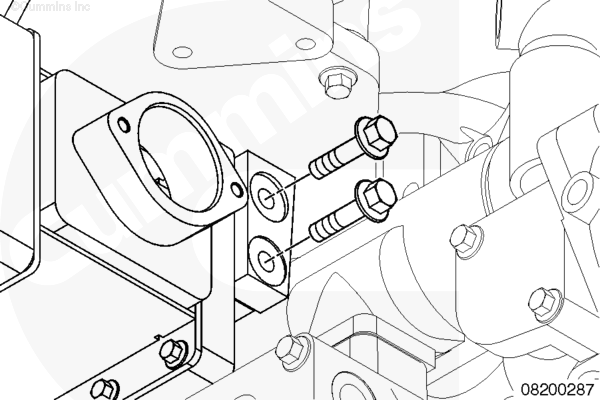
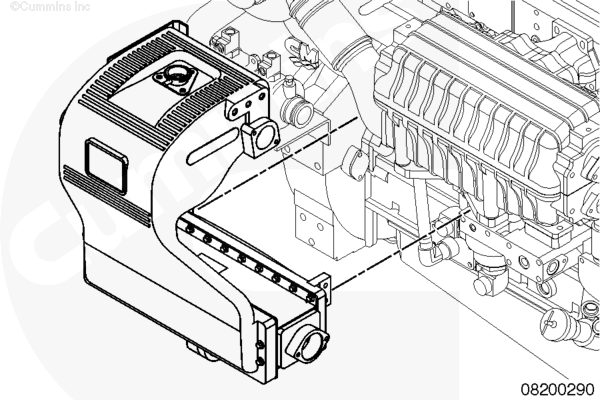
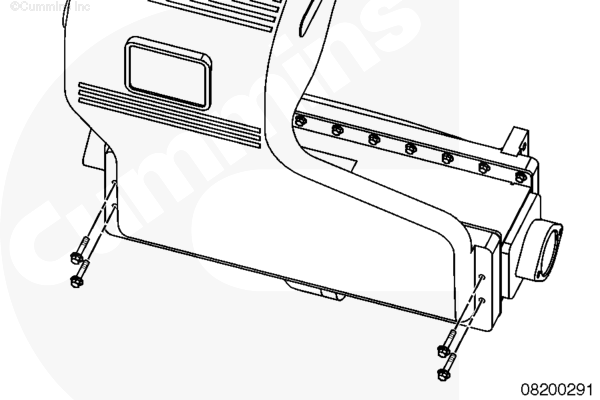
从热交换器前部拆卸两个安装螺钉。
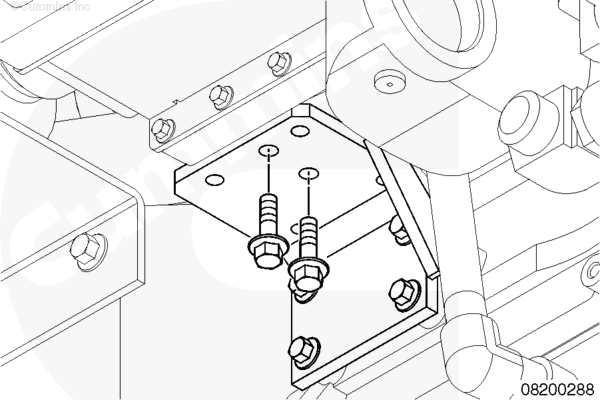
从热交换器后下安装支架上拆卸两个安装螺钉。
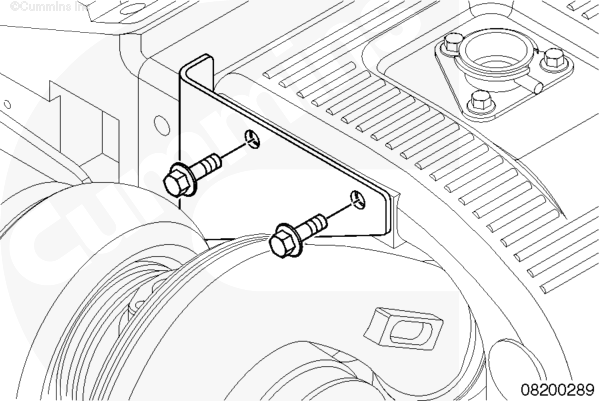
从热交换器上部安装支架上拆卸两个安装螺钉。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要使用合适的提升设备来提升此部件或总成。
从发动机上拆卸热交换器和膨胀箱总成。
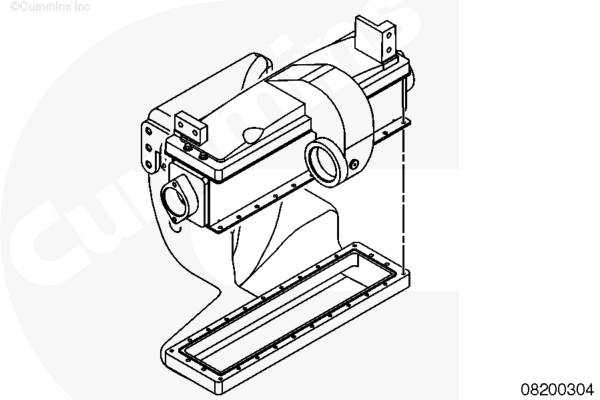
拆解
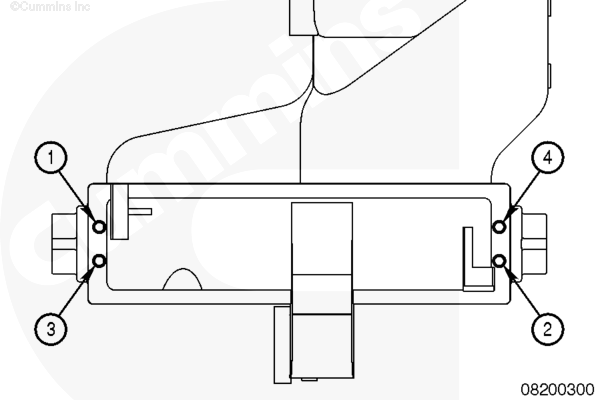
从外部壳体拆卸 4 个螺钉。这些螺钉是旋入热交换器芯的。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要使用合适的提升设备来提升此部件或总成。
旋转热交换器总成,使外部壳体平放在其背部。
从连接至热交换器芯的外部壳体拆卸 22 个螺钉。
从内部壳体拆卸 4 个螺钉。这些螺钉是旋入热交换器芯的。
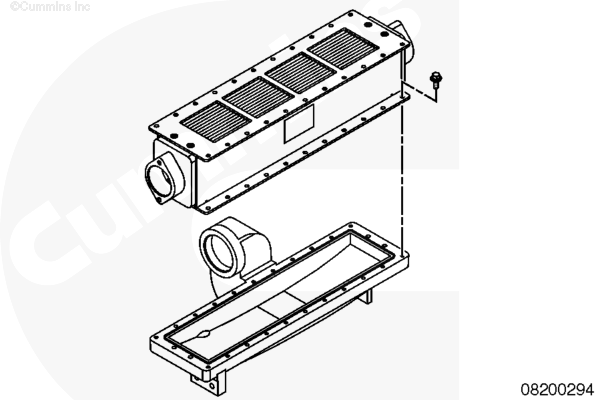
从外部壳体拆卸热交换器芯和内部壳体。
旋转热交换器芯,使其靠在内部壳体上。
从连接至内部壳体的热交换器芯拆卸 22 个螺钉。
将热交换器芯与内部壳体分离。
泄漏测试
塞住热交换器芯的一端,并将一个法兰(本地制造)与空气软管接头及空气软管固定到热交换器芯的另一端。
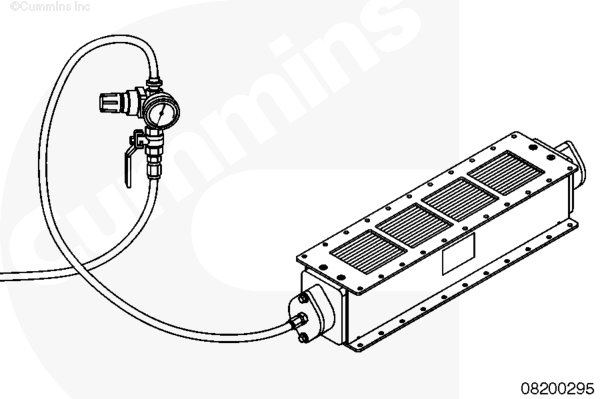
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
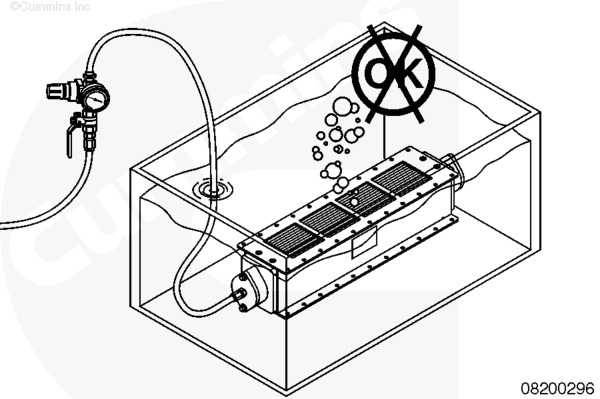
将热交换器芯放入水槽内。
向热交换器芯施加 103.4 kPa [15 psi] 的空气压力持续 1 分钟。
观察有无气泡。如果出现气泡,则热交换器芯必须更换。
切断气源,并从水槽内取出热交换器芯。
拆下压力测试设备。
用压缩空气吹干热交换器芯。
组装
将内部壳体放置在平面上,使 O 形圈槽朝上。
使用 Lubriplate™ 剂润滑 O 形圈,以确保密封效果良好无损坏。
将 O 形圈安装到内部壳体的槽中。
注 : 需要略微拉伸 O 形圈,以将其正确装配在内部壳体的槽中。
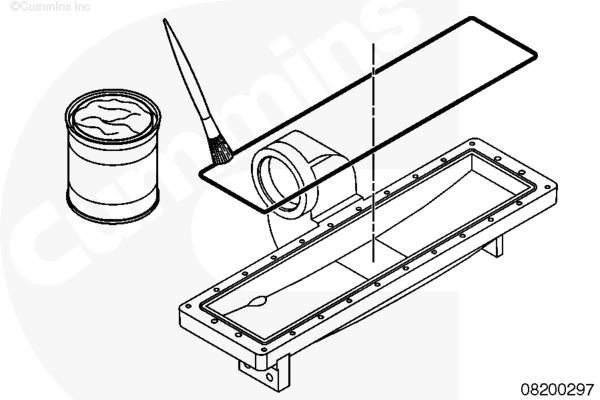
将热交换器芯放置在内部壳体上。
确认 O 形圈在槽中保持就位。
热交换器芯就位后,O 形圈将保持在正确位置。
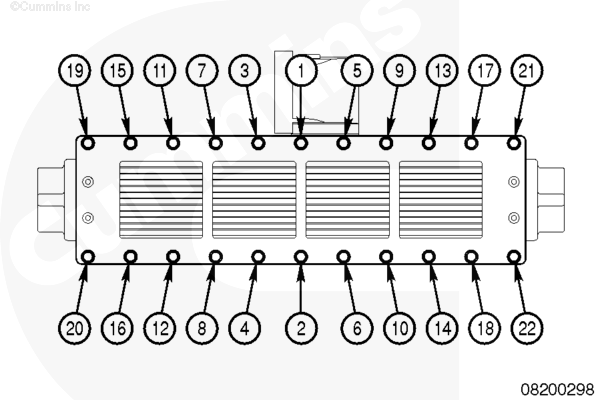
安装将热交换器芯固定到内部壳体的 22 个螺钉。
按图示顺序拧紧螺钉。
将外部壳体放置在平面上,使 O 形圈槽朝上。
使用 Lubriplate™ 剂润滑 O 形圈,以确保密封效果良好无损坏。
将 O 形圈安装到外部壳体的槽中。
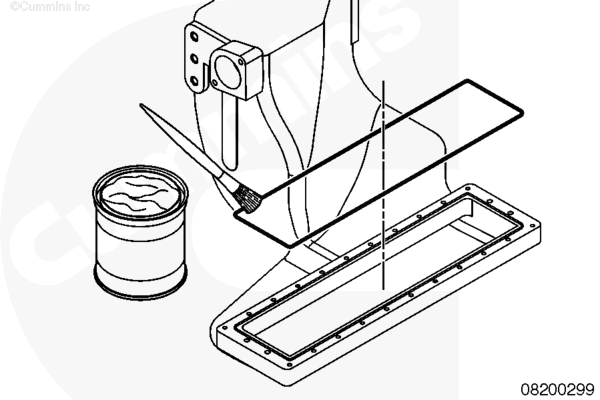
正确定位热交换器芯,使内部壳体固定到外部壳体上。
确认 O 形圈在槽中保持就位。
热交换器芯就位后,O 形圈将保持在正确位置。
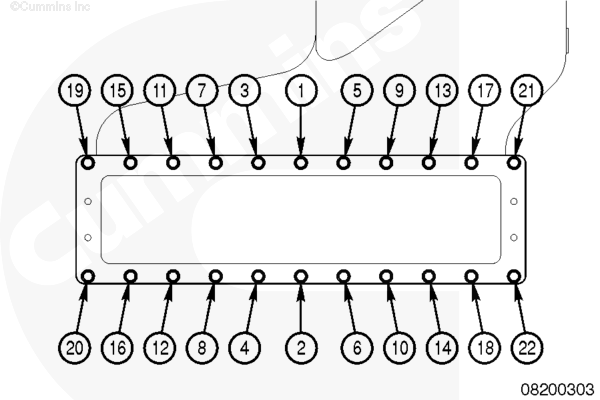
安装将外部壳体固定到热交换器芯的 22 个螺钉。
按图示顺序拧紧螺钉。
将穿过内部壳体的 4 个螺钉安装到热交换器芯的端部内。
按图示顺序拧紧 4 个螺钉。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要使用合适的提升设备来提升此部件或总成。
旋转热交换器芯,使外部壳体朝上。
将穿过外部壳体的 4 个螺钉安装到热交换器芯的端部内。
按图示顺序拧紧 4 个螺钉。
安装
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要使用合适的提升设备来提升此部件或总成。
将热交换器和膨胀箱总成安装到发动机上。
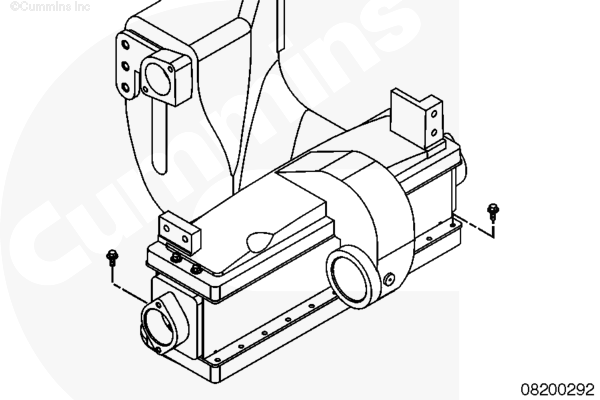
将两个安装螺钉安装到热交换器前部,但不要拧紧。
将两个安装螺钉安装到热交换器后下安装支架上。
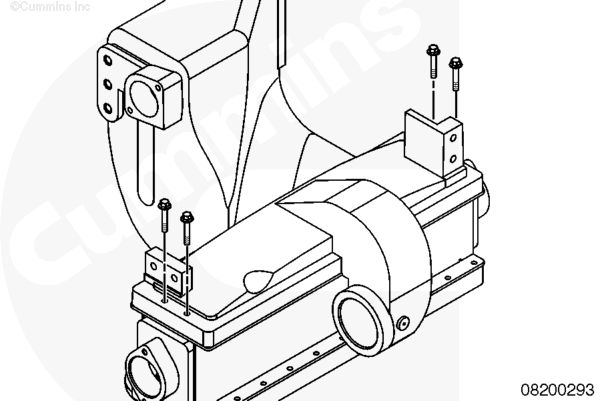
将两个安装螺钉安装到热交换器上部安装支架上。
热交换器总成就位后,用手拧紧所有螺钉。
按以下顺序拧紧螺钉:
- 前部安装螺钉
- 下部安装螺钉
- 顶部安装螺钉
如果松开了上部和下部安装支架以正确定位热交换器,将它们拧紧至下列扭矩技术规范。
| 上部支架螺钉 | 30 n.m | [22 ft-lb] |
| 下部支架螺钉 | 44 n.m | [32 ft-lb] |
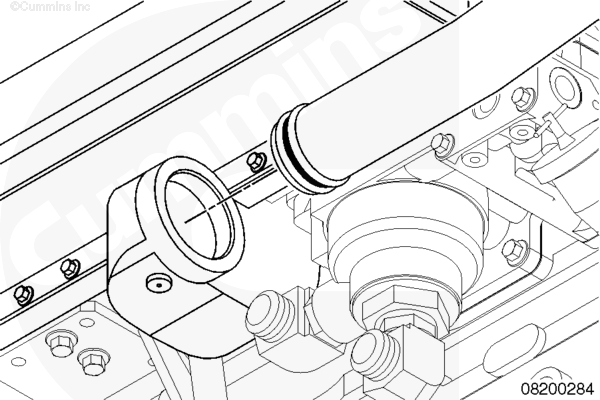
使用 Lubriplate™ 剂润滑 O 形圈,然后将 O 形圈安装到冷却液管端部和冷却液吸入管法兰的凹槽中。

将带有 O 形圈的冷却液管插入热交换器出口接头。
确认 O 形圈仍然就位。
将管的法兰端和两个螺钉安装到冷却液水泵进口。
将冷却液回流管插入节温器壳体上的软管内。
使用 Lubriplate™ 剂润滑 O 形圈,然后将 O 形圈安装到冷却液回流管法兰上。
将冷却液回流管安装至膨胀箱。
拧紧软管卡箍和螺钉。
| 将管安装至膨胀箱的螺钉 | 24 n.m | [212 in-lb] |
| 软管卡箍 | 8 n.m | [71 in-lb] |
安装冷却液排气管。
使用 Lubriplate™ 剂润滑 O 形圈,然后将 O 形圈安装到海水管两端。
安装下部海水管。
将 2 个螺钉安装到连至中冷器的海水冷却液管的法兰端。
均匀地拧紧螺钉,以确保法兰的平面平整地贴合在中冷器上。
| 将海水管安装至膨胀箱的螺钉 | 24 n.m | [212 in-lb] |
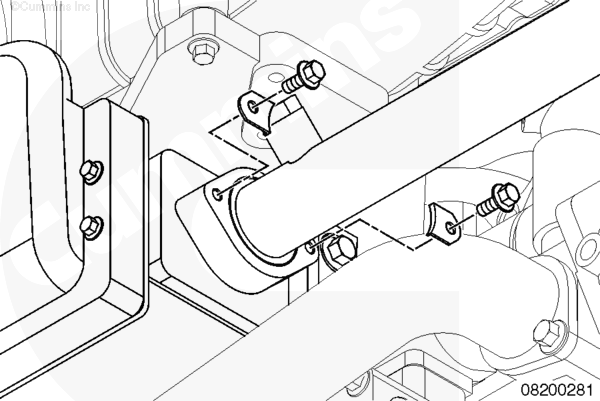
将两个卡箍和螺钉安装到热交换器海水进口接头的两侧。
拧紧螺钉。
| 将海水管安装至热交换器卡箍的螺钉 | 24 n.m | [212 in-lb] |
将发动机导线线束连接到冷却液液位传感器上。
使用 Lubriplate™ 剂润滑 O 形圈,然后将 O 形圈安装到船用变速箱机油冷却器上。
将船用变速箱机油冷却器(端部带有 O 形圈)插入热交换器芯内。
尽可能远地插入船用变速箱机油冷却器,然后退出需要的量以固定支架。
安装并拧紧 2 个螺钉。
最后步骤
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
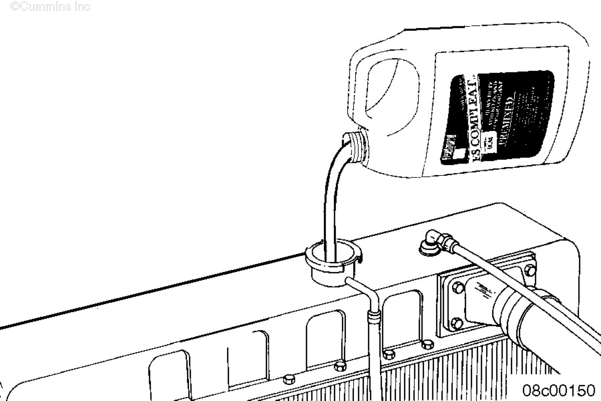
- 加注冷却系统。参考第 8 节中的步骤 008-018(冷却系统)。
- 运转发动机,检查是否正常工作,有无泄漏。
- 维修所有发现的泄漏。
概述
基于发动机的选择,有两种中冷器设计可供选用。
干式歧管
干式歧管总成适用于额定功率 (hp) 在 525 hp 以上的发动机。干式歧管总成是冷却系统选择 1 的一部分。
水冷式歧管
水冷式歧管总成适用于额定功率在 525 hp 以上的发动机。水冷式歧管总成是冷却系统选择 2 的一部分。
准备步骤
关闭海水供应阀。
拆卸
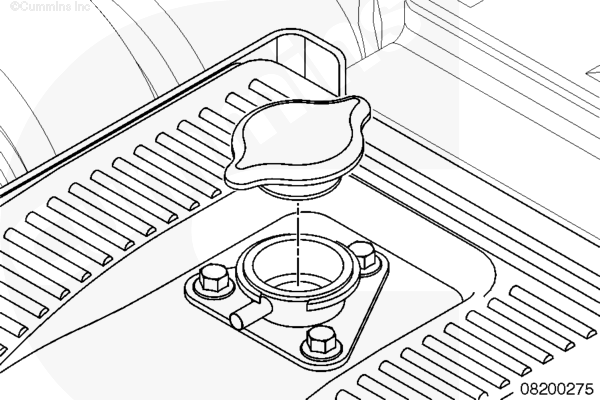
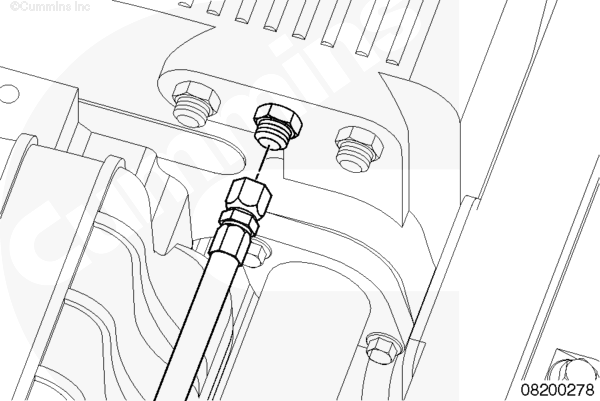
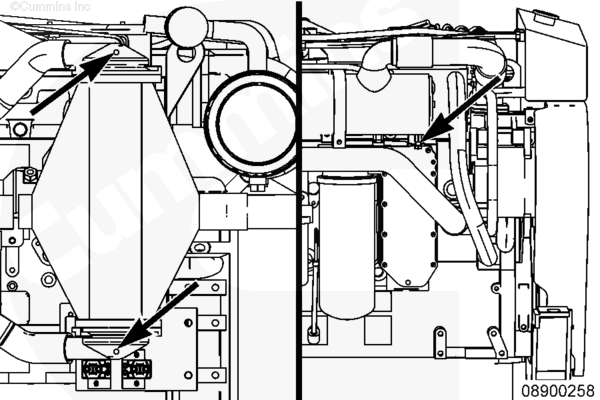
拆下锌保护螺塞。
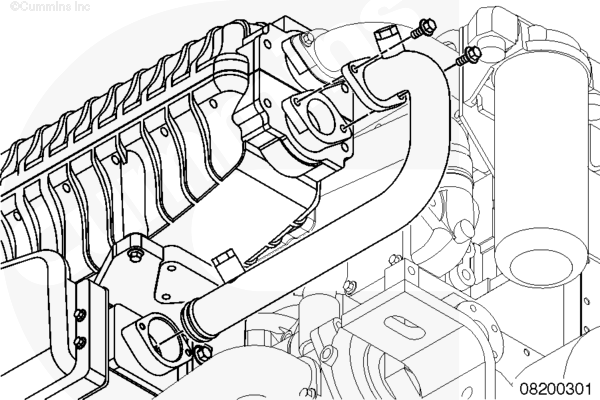
冷却系统选择 1:干式歧管
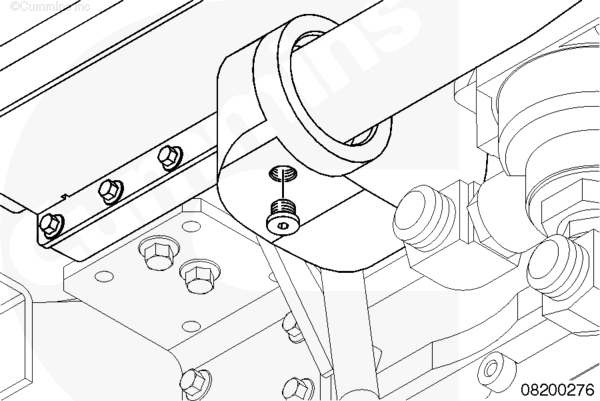
中冷器与热交换器之间的两个阳极。其中一个阳极位于齿轮冷却器的底部。
冷却系统选择 2:水冷式歧管
中冷器中的两个阳极。其中一个位于热交换器中,另外一个位于齿轮冷却器的底部。
注 : 插图所示为一般安装位置。有关发动机的特定位置,参考 第 E 节。
检查能否继续使用
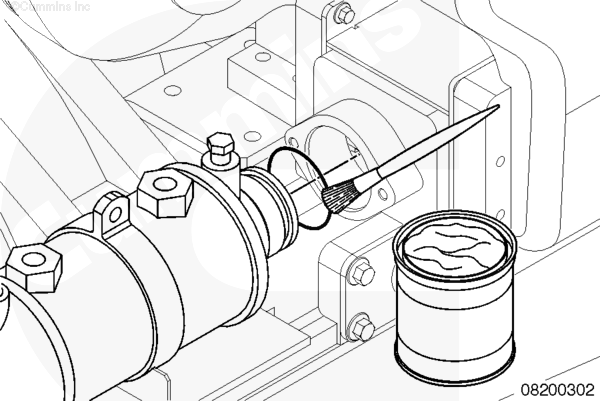
测量从热交换器上拆下的锌保护螺塞的长度。如果锌保护螺塞腐蚀了 50% 或更多,进行更换。
注 : 更换频率取决于在热交换器中循环的海水与螺塞发生化学反应的情况。
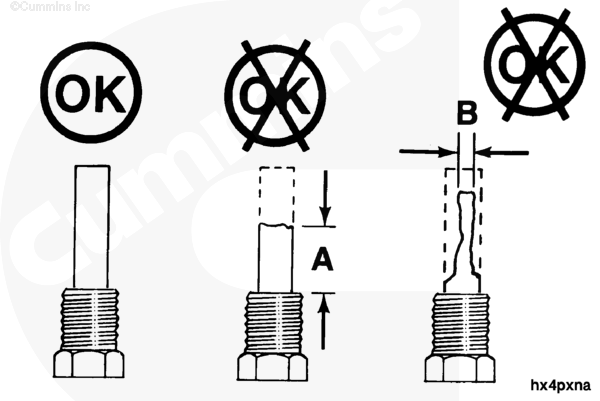
| 锌保护螺塞腐蚀极限 | ||||
| mm | in | |||
| A | 19.0 | 最小 | 0.750 | |
| 新的 | 51.0 | 最大 | 2.000 | |
| B | 6.4 | 最小 | 0.250 | |
| 新的 | 16.0 | 最大 | 0.630 | |
注 : 如果锌保护螺塞不符合技术规范,使用新的锌保护螺塞将其更换。
冷却系统选择 1:干式歧管
如果锌保护螺塞不符合技术规范,使用新的锌保护螺塞将其更换。
冷却系统选择 2:水冷式歧管
如果锌保护螺塞不符合技术规范,使用新的锌保护螺塞将其更换。
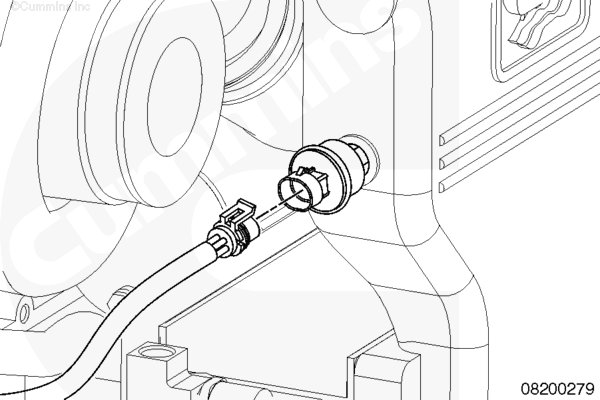
在检查锌阳极时,检查中冷器单向阀。
拆下中冷器单向阀。
检查阀有无下列状况:
- 摇晃时内部活塞应发出震颤声。
- 阀应使空气在低压下畅行无阻。
- 阀应在高压下关闭。来自阀螺纹侧超过 0.5 psi 的压力应使其关闭。
可使用压缩空气检查是否工作正常。如果工作不正常,更换阀。
检查阀内表面的沉积物是否过量。白色沉积物达到 1/16" 或阀堵塞表明内部海水泄漏,需要拆解中冷器进行检查。参考第 10 节中的步骤 010-005。
检查进水接头和壳体的接合面。泄漏、过度腐蚀或盐沉积物表明内部海水泄漏,需要拆解中冷器进行检查。参考第 10 节中的步骤 010-005。
安装
安装并拧紧锌保护螺塞。
注 : 不要在锌保护螺塞的螺纹上使用 Teflon™ 胶带或管密封胶。使用任何密封胶都会使锌阳极绝缘,并导致接地不良。
1/4-英寸塞堵 12 n•m [ 106 in-lb ]
3/8-英寸塞堵 22 n•m [ 195 in-lb ]
1/2 英寸塞堵 30 n•m [ 22 ft-lb ]
最后步骤
打开位于船体上的海水进口阀。
运转发动机,检查有无泄漏。