English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
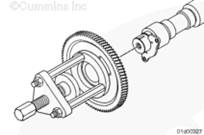
康明斯ISB3.9发动机凸轮轴齿轮(凸轮轴已拆下)

康明斯ISB3.9发动机凸轮轴齿轮(凸轮轴已拆下)
概述
本步骤只针对已经拆下凸轮轴的前齿轮系发动机。参考第 1 节中的步骤 001-008。
康明斯ISB3.9发动机凸轮轴齿轮拆卸
![]() 注意
注意 ![]()
在使用液压机时必须完全支撑凸轮轴齿轮。如果未对凸轮轴齿轮正确支撑,可能会损坏凸轮轴齿轮。
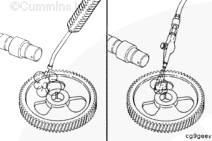
按照下列方法从凸轮轴上拆下凸轮轴齿轮:
使用液压压床
使用凸轮轴齿轮安装和拆卸工具(零件号 3823589)。

从凸轮轴前端取出凸轮轴齿轮。
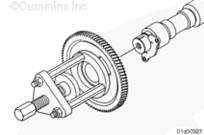
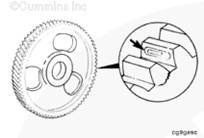
拆卸凸轮轴齿轮定位键。

清洁并检查能否继续使用
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜,穿上防护服,以避免人身伤害。
![]() 警告
警告 ![]()
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
![]() 警告
警告 ![]()
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
用溶剂清洗凸轮轴齿轮。用压缩空气吹干。
检查凸轮轴齿轮轮齿有无穴蚀。查找轮齿根部有无裂纹。检查凸轮轴轮齿有无污点或过热的迹象(发蓝)。如果存在任何损坏,则更换凸轮轴齿轮。
注: 如果凸轮轴轮齿损坏或有过热的迹象,确保检查相关曲轴和燃油泵齿轮是否损坏。安装完毕后,测量凸轮轴齿轮齿隙。
注: 如果使用研磨垫(零件号 3823258)无法清除腐蚀、毛刺或凸起的物料粘附物,则更换凸轮轴齿轮。
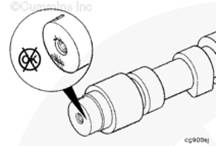
检查凸轮轴孔有无磨蚀或毛刺。检查凸轮轴齿轮有无毛刺。

检查凸轮轴轴端有无磨损或毛刺。
注: 如果使用研磨垫(零件号 3823258)或等同物无法清除磨蚀或毛刺,更换凸轮轴。
康明斯ISB3.9发动机凸轮轴齿轮安装

用塑料锤安装凸轮轴齿轮定位键。

![]() 注意
注意 ![]()
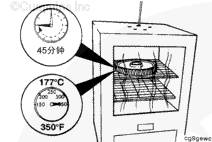
如果过热,凸轮轴齿轮会永久变形。对于给定的凸轮轴齿轮类型,炉的温度不得超过以下给出的温度技术规范。
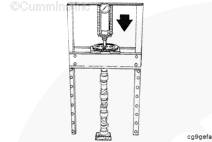
用下列方法安装凸轮轴齿轮:凸轮轴齿轮将凸轮轴齿轮加热至 177°C [350°F],持续 45 分钟。
![]() 警告
警告 ![]()
为了避免人身伤害,戴上防护手套后再拿起热的齿轮。
安装凸轮轴齿轮。将凸轮轴齿轮安装到凸轮轴的前端。将凸轮轴齿轮键槽与凸轮轴定位键对齐。

使用凸轮轴安装和拆卸工具(零件号 3823589)。将凸轮轴齿轮安装到凸轮轴的前端。将凸轮轴齿轮键槽与凸轮轴定位键对齐。
![]() 注意
注意 ![]()
确保齿轮靠着凸轮轴轴肩就位。
使用 0.05 mm [0.0019 in] 塞尺,检查塞尺是否可以插入凸轮轴齿轮和凸轮轴轴肩之间。如果可以插入塞尺,凸轮轴齿轮没有正确座入。