English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
强鹿柴油发动机气阀门/气门弹簧
强鹿柴油发动机气阀门/气门弹簧
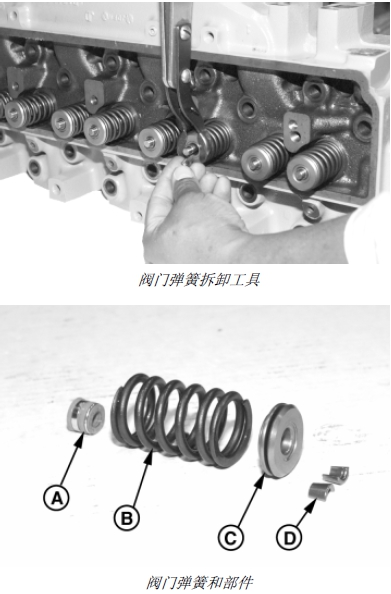
注意: 可用一小块磁铁吸出阀门锁瓣。
1. 用 JDE138 阀门弹簧压缩器尽量压缩阀门弹簧,以便拆下阀门锁瓣 (D)。
2. 松开弹簧并拆下阀门旋转器 (C) 和阀门弹簧 (B)。
3. 从汽缸盖上拆下阀门。
注意: 标记所有部件,以便重新安装时可装回原来的位置。
4. 从阀门导座上拆下阀杆密封圈 (A) (如果配备)。
A – 阀杆密封圈
B – 阀门弹簧
C – 阀门旋转器
D – 阀门锁瓣
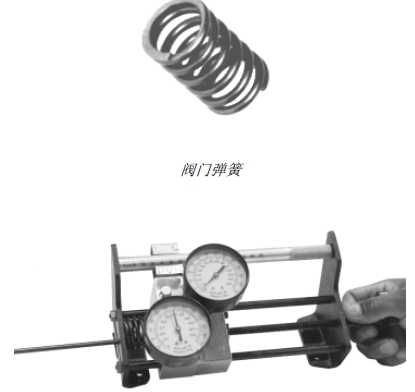
检查并测量阀门弹簧
1. 检查阀门弹簧是否对齐、磨损和破损。
2. 使用 D01168AA 弹簧压缩测试器检查阀门弹簧张力。
压缩后的高度必须在以下给出的技术规格范围内。
阀门弹簧-技术规格
弹簧无压缩时的长度 0 牛顿(0 磅外力) 1 -高度 . . . . . . . . . . . . . . . . . . . 54.0 毫米(2.125 英寸)
弹簧压缩 240 - 280 牛顿(54 - 62 磅外力)-高度 . . . . . . . . . . . . . . . . 46.0 毫米(1.81 英寸)
弹簧压缩 590 - 680 牛顿(133 - 153 磅外力)-高度 . . . . . . . . . . . . . . 34.5 毫米(1.36 英寸)
检查阀门旋转器
阀门旋转器不能维修。阀门更换或重新磨制后,应更换阀门旋转器。
保证阀门旋转器能够左右自如转动。如有故障,应更换。

清洗阀门
1. 用手拿着阀门,紧抵住台式磨床的软线轮上清洁。
重要提示: 阀杆上残留的积碳会影响阀门磨光机的对齐。不要使用钢丝轮打磨阀杆电镀部分。使用钢丝绒或细砂布打磨阀杆,以去除钢刷留下的擦痕。
2. 一定要清除所有位置上的积碳,包括阀门、阀门表面和阀杆非镀层部分。
检查和测量阀门
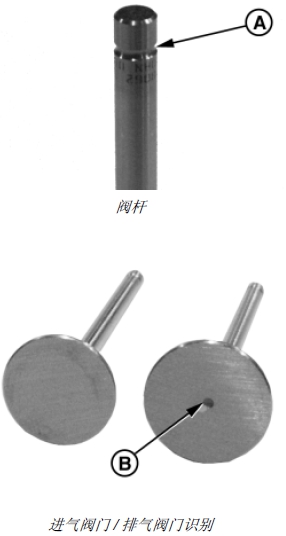
1. 清洗和检查阀门、阀杆、阀杆头和阀门锁瓣槽 (A)。
更换磨损或损坏的阀门。
技术规格
进气阀门-外径 . . . . . . . . . . . . . . . . . . . . . . . . . . . 46.47 - 46.73 毫米(1.830 - 1.840 英寸)
排气阀门-外径 . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.37 - 42.63 毫米(1.668 - 1.678 英寸)
注意: 进气阀门的阀门外径较大,也可以通过阀门的凹孔 (B) 来识别进气阀门。
A – 阀门锁瓣槽
B – 凹孔
2. 测量阀杆外径。测量阀杆外径,记录测量数据并与阀门导管内径相比较。(请参阅本章中的“测量阀门导管内径”部分。)
技术规格
进气阀杆-外径 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.864 - 7.884 毫米(0.3096 - 0.3104 英寸)
排气阀杆-外径 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.848 - 7.874 毫米(0.3090 - 0.3100 英寸)
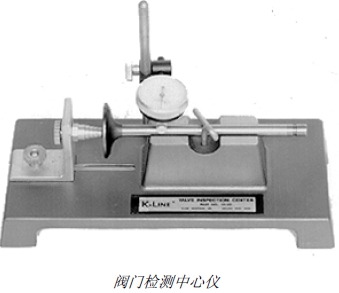
3. 使用阀门检查中心,确定阀门是否超出圆度,是否弯曲或变形。
技术规格
阀门表面-最大径向跳动(进气和排气) . . . . . . . . . . . . . . . . . . 0.038 毫米(0.0015 英寸)
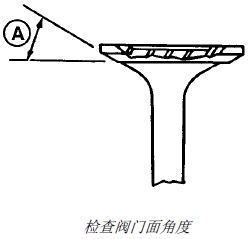
打磨阀门
重要提示: 打磨阀门表面时,不要在阀门到阀杆的区域磨出沟槽。沟槽可能导致阀门断裂。打磨后锉掉所有锐边。
将可维修的阀门进行表面打磨,使其达到指定的角度 (A)。
技术规格
阀门-面角度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29.25° ± 0.25°
A – 阀门面角度