 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
约翰迪尔柴油发动机研磨阀气门座圈方法
2017-3-29 16:33:06
约翰迪尔柴油发动机研磨阀气门座圈方法
重要提示: 只应由熟悉该设备并且具备维修能力的经验丰富的技术人员研磨阀门座。为维护阀门导管孔到阀门座的偏心,研磨阀门座时应保持阀门导管和工作区域干净。
研磨阀门座会增加阀门座宽度和在汽缸盖中的阀门下沉量。禁止过度研磨。阀门座研磨修复只需要几钞钟的时间。必须使用油石,才能保持指定的阀门座角度。
应支撑起研磨器的重量,以防止油石上的压力过大。
为使阀门面与阀门座密封更紧,阀门座研磨后应修饰所有棱角。
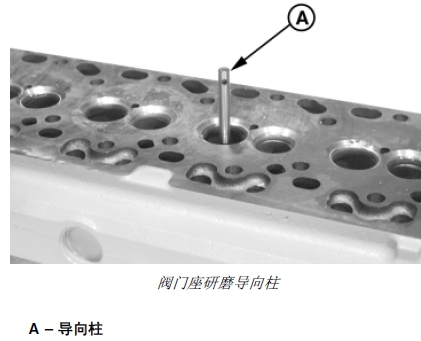
1. 在阀门导管孔内安装配套的导向柱 (A)。
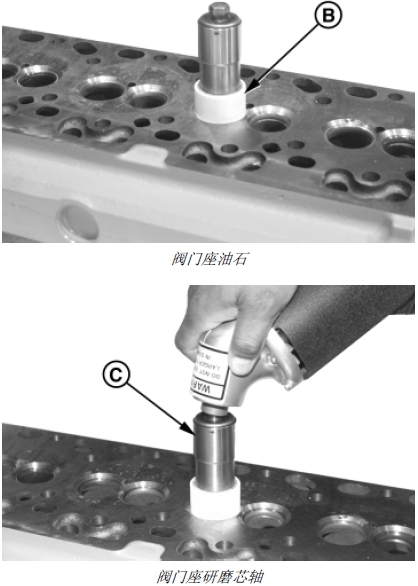
2. 在芯轴(C) 上安装相应的油石(B) 并装入阀门座内。
B – 油石
C – 柄轴
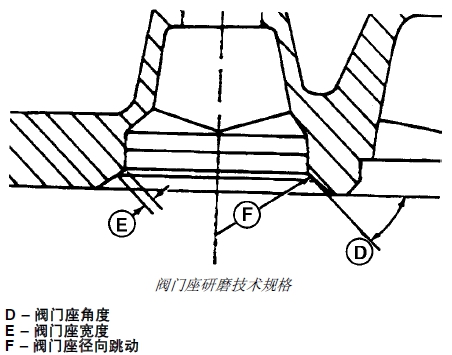
3. 用 JT05893 重型阀门座研磨套件,按照以下技术规格的要求研磨阀门座:
技术规格
阀门座研磨-阀门座角度 (D) . . . 30°
阀门座宽度 (E) . . . 1.50 - 2.00 毫米(0.059 - 0.079 英寸)
最大阀门座径向跳动 (F) . . . . . . . . 0.08 毫米(0.003 英寸)
4. 用游标卡尺或检尺测量阀门座宽度。如果阀门座过宽,则改用窄油石以缩小宽度。
注意: 改用窄油石将改变阀门座顶角并缩小阀门座部分的外径。阀门座宽度的变化会改变阀门表面与阀门座的最佳接触。如果阀门座过窄,阀门可能烧伤或侵蚀。
5. 如果阀门放置不正确,应使用偏心表 (A) 检查阀门座偏心度。使用一个新的或重新研磨后的阀门,并在发蓝处理后检查阀门座和阀门面之间的间隙。如有必要,使用研磨工具和研磨复合剂将阀门研磨为适合阀门座的大小。必要时,更换阀门和阀门镶圈。
6. 打磨后,安装新的或重新研磨的阀门并检查汽缸盖中阀门下沉量。(参见本章前面的“测量缸盖阀门下沉”部分。)
A – 偏心表
