康明斯ISL9.5发动机缸盖拆卸解体与真空测试资料
警告
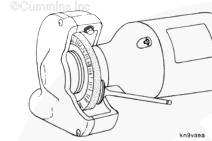
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
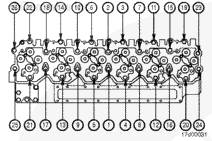
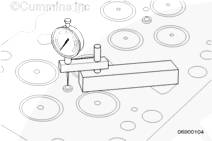
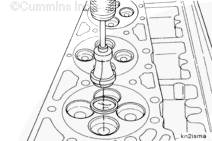
拆卸缸盖螺钉。
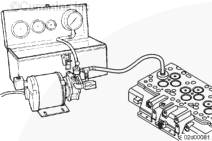
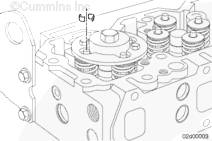
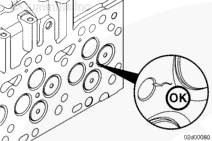
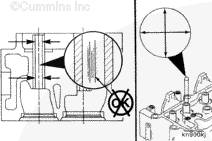
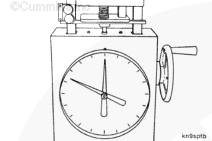
气门与气门座的真空度
457 mm Hg
旧的
18 in Hg
635 mm Hg
新的
25 in Hg
如果不符合技术规范,解体缸盖并检查气门和/或气门座镶圈是否损坏。如有必要,进行维修:
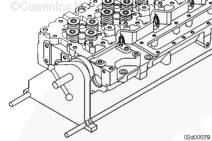
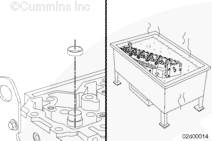
将缸盖放在缸盖固定装置(零件号 ST-583)中。
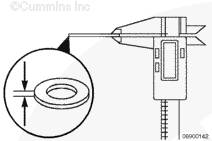
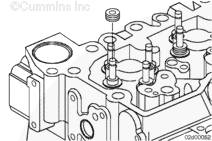
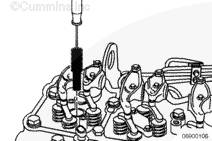
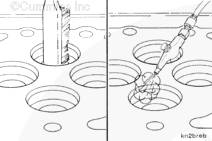
在拆卸喷油器前,使用量块(零件号 3164438)测量喷油器的突出量。
将喷油器突出量工具放置在缸盖的平面上。测量喷油器的最高点,得出喷油器突出量。突出量必须符合以下技术规范。
喷油器突出量
mm
in
2.25
最小
0.088
2.80
最大
0.110
拆卸喷油器。参考第 6 节中的步骤 006-026。
如果喷油器突出量超出技术规范,检查喷油器密封垫圈的厚度。参考第 6 节中的步骤 006-026。
如果密封垫圈的厚度正确,检查以确保喷油器孔清洁而且没有碎屑。还应确保密封垫圈没有“堆叠”在喷油器孔中。
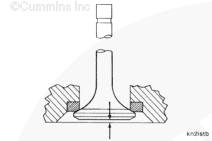
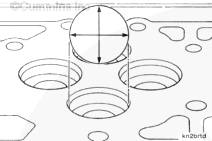
标准缸盖
测量气门下沉量。
标准缸盖 - 缸盖中的气门下沉量
0.84
0.033
1.32
0.052
如果气门下沉量不符合技术规范,更换气门。如果气门下沉量依然不符合技术规范,则必须更换气门座镶圈或缸盖。
扇形缸盖
扇形缸盖 - 缸盖中的气门下沉量
0.69
0.027
1.17
0.046
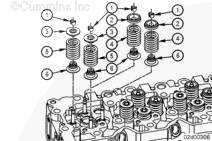
压缩气门弹簧并拆下气门杆锁片。使用气门弹簧压缩器(零件号 3164329)。
释放气门弹簧,并拆卸弹簧座和弹簧。
用套钳(零件号 3163293)拆卸气门杆油封。
拆卸并废弃气门杆油封。
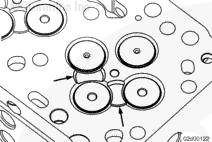
测量时,将气门置于标有编号的架子上,以便与相应的气门座对应。
标记气门以便于判别它们的位置。如果继续使用气门,只要能够将气门放回其原来的位置,就可以使用任何的编号方式。
拆卸气门。
使用气门导管冲头(零件号 3163101),拆下旧气门导管。
使用滑锤拆卸器(零件号 3376617)及进气门座镶圈拉拔器(零件号 3165113)和排气门座镶圈拉拔器(零件号 3165114),拆下气门座镶圈。
将气门座镶圈拆卸器总成安放在气门座镶圈凹槽区域中。牢固地拧紧 T 形手柄,使拆卸器张开到气门座镶圈下或进入切槽中。
将滑锤拆卸器抵着顶部螺母敲击,直到拆下气门座镶圈。逆时针转动 T 形手柄,从拆卸器释放气门座镶圈。
使用喷油器孔刷(零件号 3822509)清洁喷油器喷嘴座上的积碳。
从缸体和缸盖的所有密封表面上刮去密封垫材料。
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
清洁积碳时戴上护目眼罩,避免受到伤害。
清洁冷却液通道中的沉积物。可以在酸性溶液箱中清洗掉过多的沉积物,但是必须先拆下膨胀塞。
使用研磨垫(零件号 3823258)或等效的清洁垫以及柴油或溶剂清洁缸盖燃烧面。最大表面光洁度(RA - 平均粗糙度)为 3.2 µm [0.0001 in]。
用安装在钻头或模具磨床上的优质钢丝轮清除气门套上的积碳。
用热肥皂水溶液清洗缸盖。
用压缩空气吹干。
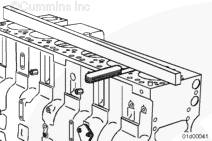
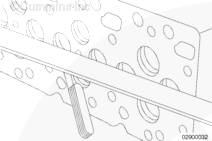
使用直尺(零件号 4918219)和塞尺测量缸体的整体平面度。
整体平面度(端到端,面到面)不得超过 0.075 mm [0.003 in]。
使用 2 ft 的直尺和 0.0254 mm [0.001 in] 的塞尺测量缸体燃烧面的局部平面度。在缸孔之间和冷却液通道之间检查。如果 0.0254 mm [0.001 in] 塞尺可以插在 2 英尺直尺下或者缸体发生穴蚀、有凹槽或其他损坏,必须更换缸体。
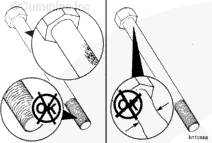
缸盖裂纹 - 继续使用指南
如果缸盖上的裂纹从喷油器孔延伸到进气门座,针对这种缸盖的继续使用指导方针如下:
检查气门座有无裂纹或烧蚀点。
如果裂纹延伸至气门座孔或穿过气门座孔,则必须更换缸盖。
使用裂纹检测组件(零件号 3375432),帮助识别缸盖裂纹。
清洁气门时要戴上适当的防护眼镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
如果必须拆下气门座镶圈,使用钢丝刷和溶剂去除气门座镶圈孔中的沉积物。
如果在解体步骤中已拆下气门座镶圈,测量缸盖中气门座镶圈孔的内径。
缸盖镶圈孔内径
39.371
1.550
39.401
1.551
如果不符合技术规范,气门座镶圈孔可以加大 0.254 mm [0.010 in]。
适于加大尺寸气门座的缸盖镶圈孔内径
39.625
1.560
39.655
1.561
使用直尺(零件号 4918219)和塞尺检查缸盖燃烧面的平面度。
缸盖平面度
前端到后端
0.203
0.008
左侧到右侧
0.075
0.003
使用 2 ft 的直尺和 0.0254 mm [0.001 in] 的塞尺测量缸盖燃烧面的局部平面度。在缸孔之间和冷却液通道之间检查。如果 0.0254 mm [0.001 in] 塞尺可以插在 2 英尺直尺下或者缸盖发生穴蚀、有凹槽或其他损坏,必须更换缸盖。
使用软钢丝轮清洁气门头。
使用研磨垫(零件号 3823258)或等同物和柴油或溶剂抛光气门杆。
警
使用毛刷清洁气门导管孔的内径,并用压缩空气吹出杂物。
检查气门导管有无擦伤、划痕、碎片或裂纹。
测量气门导管内径。
气门导管内径
8.019
0.3157
8.071
0.3178
如果气门导管内径磨损超出规定的最大值,则必须更换缸盖。
使用深度测微计测量气门导管安装高度。测量气门导管顶部至下沉区底部的距离。
气门导管高度(已安装)
13.15
0.518
13.65
0.537
如果气门导管高度不符合技术规范,则必须更换缸盖。
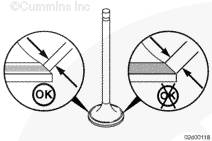
核实气门密封区域是否在气门的中心。如果密封区域延伸到气门顶部或底部,必须更换气门。
更换气门后,重新检查气门密封区域。如果密封区域仍延伸到气门顶部或底部,必须更换气门座。
使用铅笔或 Dykem™ 标记笔在气门表面画一条横线。将气门安装在气门导管中。将气门压在气门座上,左右旋转气门三或四次。与气门座正确接触将破坏气门面的标记。
气门座角度:
检查气门头和气门杆有无异常磨损或擦伤。
测量气门杆直径。
气门杆直径
7.96
0.313
7.98
0.314
更换所有超出这些尺寸的气门。
检查气门杆端部是否平直。
检查有无弯曲的气门。
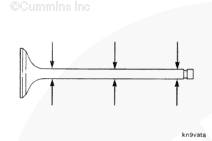
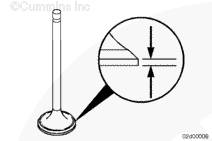
测量边缘厚度。
如果气门厚度不在极限值内,必须使用新的气门。
气门头部边缘厚度
排气
1.83
0.072
进气
2.20
0.087
检查气门弹簧。
测量气门弹簧。
Measurements
近似自由长度
59.18
2.330
将弹簧压缩至高度为 30.6 mm [1.20 in] 需要的载荷为 906 至 1007 N [204 至 226 lbf]。使用弹簧压缩器(零件号 3375182)测量弹簧力。
如果适用,检查转子是否扭曲、易于旋转以及定位杯(与气门弹簧的接口区)有无磨损或损坏迹象。
如果压缩弹簧所需的载荷已经超出了技术规范,更换气门弹簧。
使用汽油基溶剂清洗螺钉。
使用钢丝刷或软钢丝轮,彻底清洁螺钉。可以使用非研磨性喷丸机清除螺杆和螺纹上的沉积物。
检查缸盖螺钉有无损坏的螺纹、腐蚀表面或直径减小(由于螺钉被拉长)。
缸盖螺钉出现以下情况时,不能继续使用:
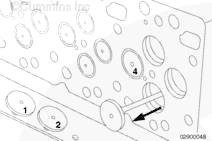
使用螺钉长度尺(零件号 3823921)进行自由长度测量。
检查螺钉自由长度时,将螺钉的头部置于相应的槽中,使螺钉法兰紧靠槽的底部。
如果螺钉的端部接触到测量尺的底部,则该螺钉太长,因而必须废弃。螺钉最大自由长度为 162.6 mm [6.4 in]。
缸盖螺钉自由长度
162.6
6.4
 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska