English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
怎样测量康明斯发动机气门导管安装高度数据
怎样测量康明斯发动机气门导管安装高度数据
|
将缸盖放在缸盖固定装置(零件号 ST-583)中。 |
|
|
|
|
|
使用气门导管冲头(零件号 3163100),安装新气门导管。 核实气门能在气门导管内自由滑动。如果不能,可能需要铰大导管孔。 参考“清洁和继续使用检查”步骤中的气门导管内径技术规范。 |
|
|
|
|
|
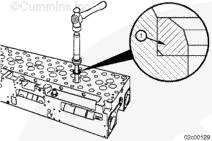
使用深度测微计测量气门导管安装高度。测量气门导管顶部至下沉区底部的距离。 气门导管高度(已安装)
如果气门导管高度不符合技术规范,使用安装工具使导管座入。 |
|
| ||||||||||||
|
|
||||||||||||||
|
安装气门座镶圈时,排气和进气门座镶圈不同。 气门座角度:
|
|
|
|
|
|
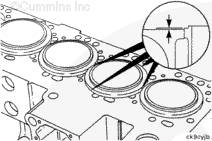
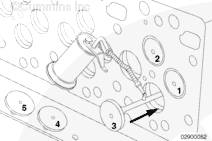
如果在解体步骤中拆下了气门座镶圈,必须安装新的镶圈。 注: 必须在安装气门座前安装气门导管。确保安装前气门座槽和气门座清洁。 安装时镶圈倒角 (1) 必须朝向沉孔底部。 使用气门座安装器(零件号 3165115),将进气门与排气门座镶圈压入沉孔中。 使用普通手锤和气门座冲头安装新气门座镶圈。 气门座必须完全座入气门座槽中。气门座与槽底部间不应有间隙。 |
|
|
|
|
|
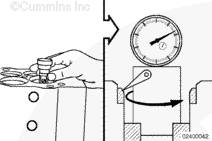
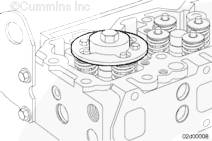
测量气门座与气门导管间的跳动量。使用心轴组件(零件号 3823186)和偏心仪(零件号 ST-685-4)或等同物。 气门座与气门导管间的跳动
如果气门座与气门导管间的跳动量不符合技术规范,可以采取下面的措施之一:
|
|
| |||||||||
|
|
|||||||||||
|
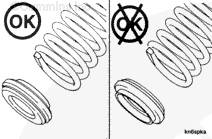
如果安装了新的气门座镶圈,并且/或者气门泄漏超出了技术规范,可能要研磨气门座/气门。 安装气门前,使用 SAE 15W-40 机油润滑气门杆。 使用细研磨剂(零件号 3375805)或等同物。在气门上均匀地涂一薄层。 使用电动或手动抽吸研磨工具向气门中心施加压力。 来回转动气门。持续研磨直到气门座镶圈以及气门上的研磨剂都显示出均匀接触的纹理。 |
|
|
|
|

清除各零件上的研磨剂。 测量气门边缘的厚度。参考“清洁和继续使用检查”一节。 |
|
| |
|
|

|
继续使用的气门必须安装在拆卸时的同一位置。 安装气门前,使用 SAE 90W 或 15W-40 机油润滑气门杆。 安装气门。 |
|
|
|
|
|
将气门油封安装在排气门导管上。 将气门油封安装在进气门导管上。 |
|
|
|
|

注: 如果适用,在安装前将气门转子浸泡在清洁的机油中至少 10 分钟。安装过程中,确保将正确的弹簧组装到排气门(这些弹簧比进气门弹簧略短)。 将气门转子安装到排气门弹簧上,确保接口杯可自由接合到弹簧上。 |
|
|
|
|
|
安装气门弹簧座和气门弹簧。 使用气门弹簧压缩器(零件号 3164329)压缩气门弹簧。 安装气门锁片并释放弹簧张力。 |
|
|
|
|
|
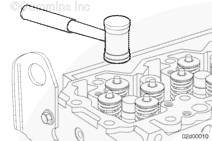
组装完毕后,用塑料锤敲击气门杆,确保锁片正确座入。 |
|
|
|
|
|
标准缸盖 测量气门下沉量。 标准缸盖 - 缸盖中的气门下沉量
如果气门下沉量不符合技术规范,更换气门。如果气门下沉量依然不符合技术规范,则必须更换气门座镶圈或缸盖。 |
|||||||||||||
|
扇形缸盖 测量气门下沉量。 扇形缸盖 - 缸盖中的气门下沉量
如果气门下沉量不符合技术规范,更换气门。如果气门下沉量依然不符合技术规范,则必须更换气门座镶圈或缸盖。 |
|
| ||||||||||||
|
|
||||||||||||||
|
安装缸盖前,再次对缸盖进行真空测试。参考本步骤“真空度测试”步骤中的上述信息。 |
|
|
|
|
|
安装缸盖前检查缸套突出量。参考第 1 节中的步骤 001-028。 |
|
|
|
|