 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯KTA柴油发动机缸套供应商,康明斯KTA柴油发动机缸套技术价格规格咨询服务,康明斯KTA柴油发动机缸套零配件供应,康明斯KTA柴油发动机缸套售后服务中心,康明斯KTA柴油发动机缸套,康明斯KTA柴油发动机缸套详细的技术参数,

康明斯KTA柴油发动机缸套
详细描述

康明斯KTA柴油发动机缸套
准备步骤
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
拆下缸盖。参考第 2 节中的步骤 002-004。
拆卸活塞和连杆总成。参考第 1 节中的步骤 001-054。
康明斯KTA柴油发动机缸套拆卸
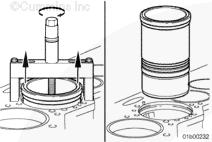
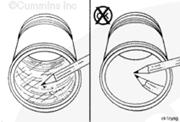
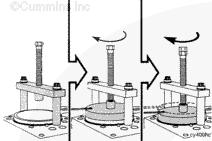
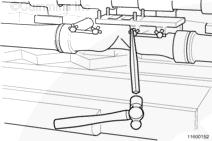
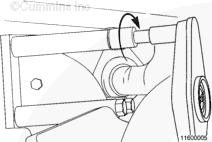
使用康明斯缸套拉拔器(零件号 3163745)和拉拔器板(零件号 3162886)拆卸缸套。向下拧螺纹杆以伸展臂。旋转臂至侧面使设备能够穿过缸套。

将康明斯缸套拉拔器(零件号:3163745)安装到缸套内。拉拔器支脚绝不能接触到缸套顶部。拉拔器臂必须牢固安放在缸套底部。
转动拉拔器螺钉直到缸套从康明斯缸体中松开。拆下工具和缸套。
使用液体金属标记笔标记每个缸套所在气缸号和气缸排。在缸套侧的凸轮轴侧标记缸套。如果使用了密封圈,贴上标签标记缸号。在几个位置进行测量,记录每个气缸所用密封圈的厚度。密封圈的厚度是决定缸套突出量的要素之一。将缸套安装到发动机上时,必须了解此信息。

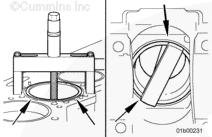
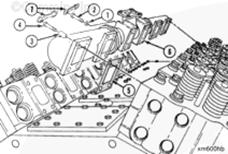
拆下并废弃两个 D 形圈(1 和 2)。拆卸并废弃环槽密封圈 (3)。

清洁并检查能否继续使用
|
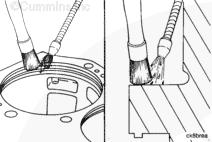
为避免造成人身伤害,请戴上护目镜和防护面罩。如果钢丝刷是马达驱动的,应确保钢丝刷转速是当前转速。 |
|
不要使用磨石、去垢剂或表面活性剂清洁缸套。研磨剂会损坏加工面和纹理并污染缸套。 |
使用高品质的钢丝刷清洁缸套法兰座合区域。
|
使用蒸汽清洗器时,必须穿上防护服,戴上安全眼镜或面罩。否则,热蒸汽会造成严重的人身伤害。 |
|
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
|
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。 |
使用非金属软毛刷、清洁肥皂和温水清洗缸套内部。使用蒸汽清洁器或溶剂罐清洁缸套。用压缩空气吹干。
用清洁的发动机机油润滑康明斯缸套内径。让缸套浸泡 5 至 10 分钟。

|
不要使用毛巾。绒毛会造成发动机严重受损。 |
用纸巾清洁康明斯缸套的内径。重复清洁步骤,直至纸巾上 没有灰色或黑色残留物。

检查缸套的内径和外径有无裂纹。
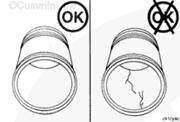
检查法兰下有无裂纹。
注: 使用其他磁性检查法或染料检查法同样可以检测到裂纹。
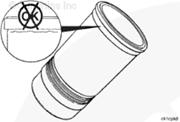
检查外径有无过度腐蚀或穴蚀。穴蚀深度绝不能超过 1.6 mm [0.063 in]。如果穴蚀太深或使用细砂布无法去除腐蚀,则更换缸套。
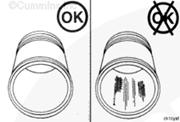
检查内径的纵向划痕深度是否可用手指感觉到。如果手指感觉到划痕,必须更换缸套。检查内径有无擦伤或拉伤。
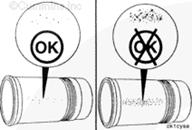
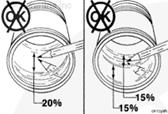
检查缸套孔内径有无磨光情况。中度磨光在磨损区产生明亮的镜面,并带有原来的磨痕或蚀刻图形的痕迹。重度磨光在磨损区产生明亮的镜面,但没有原来的磨痕或蚀刻图形的痕迹。参考《零件继续使用指南》(公告号 3810303)以了解有关缸套孔磨光的进一步信息。
更换缸套:如果重度抛光超过活塞环行程区的 20%。30% 的活塞环行程区域有中度和重度磨光,且其中一半 (15%) 为重度磨光。
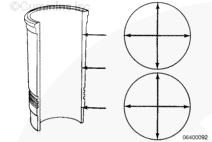
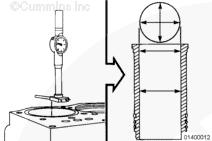
使用内径千分表测量顶部和底部,以及活塞环行程区域中间部位的缸套内径。
每个位置测量两次。测量点必须相隔 90 度。
缸套内径
|
mm |
in | |
|
158.737 |
最小 |
6.250 |
|
158.877 |
最大 |
6.251 |
注: 由于有 Lubrite 涂层,新缸套的内径可以比技术规范小 0.015 mm [0.0006 in]。
如果缸套不符合技术规范,则必须更换缸套。
测量缸套法兰外径。
上压配合缸套法兰直径
|
mm |
in | ||
|
标准 |
188.19 |
最小 |
7.409 |
|
|
188.24 |
最大 |
7.411 |
|
加大尺寸 20/20 |
188.70 |
最小 |
7.429 |
|
|
188.75 |
最大 |
7.431 |
如果缸套不符合技术规范,则必须更换缸套。

缸套的设计在上部缸套孔和缸套法兰的正下方区域之间采用了压配合。这就是下压配合设计。提供标准规格和加大尺寸压配合直径的缸套。
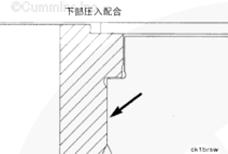
测量缸套下压配合的直径。
缸套下部压配合区域外径
|
mm |
in | ||
|
标准 |
180.16 |
最小 |
7.093 |
|
|
180.21 |
最大 |
7.095 |
|
加大尺寸 20/20 |
180.67 |
最小 |
7.113 |
|
|
180.72 |
最大 |
7.115 |
如果缸套不符合技术规范,则必须更换缸套。

测量缸套法兰厚度。
缸套法兰厚度
|
mm |
in | |
|
13.398 |
最小 |
0.528 |
|
13.424 |
最大 |
0.529 |
如果缸套不符合技术规范,则必须更换缸套。
在缸套孔中涂上厚厚一层干净的 15W-40 机油作为最后清洁。让机油留在表面 5 至 10 分钟。使用清洁的不起毛的纸巾擦净孔中机油,直到除去黑色和灰色的沉积物。不要将缸套放在会被脏气流污染的区域。
安装
|
当用溶剂、酸性或碱性清洗液清洗时,应遵循清洗液生产厂的使用说明。戴上护目镜,穿上防护服,以避免人身伤害。 |
使用安全溶剂清洁缸体缸套法兰底部。
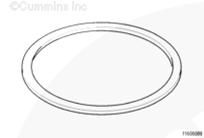
密封圈在内径中有三个定位舌片。安装缸套时,舌片与缸套下压配合直径间采用干涉配合以将密封圈固定到位。
安装密封圈。
安装时密封圈必须径直放在缸套上。安装时,用手指将密封圈推到锁片附近,将密封圈向下按到下压配合直径处。
安装密封圈时这样操作能够防止因变形而导致密封圈不能恰好安装在缸套法兰底部。

注: 一些 O 形圈具有“D”形截面。安装这种类型的 O 形圈时,必须将其平面侧贴着缸套。
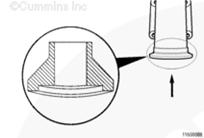
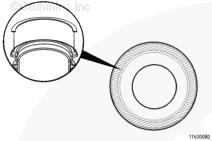
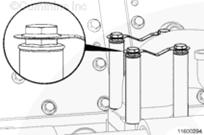
安装缸套、沉孔密封圈 (1)。如果使用了上环槽油封,则安装上环槽油封时白色侧朝外。安装环槽密封圈。环槽密封圈 (2) 的斜边必须按照图示放置。将 O 形圈安装到所示位置。使用 O 形圈上的模缝线检查 O 形圈是否扭曲。
(3) 黑色 O 形圈
(4) 红色 O 形圈。

使用植物油润滑密封圈孔内径。用手将缸套推入缸体。
使用缸套安装工具(零件号 3375422)或等同物安装桥总成和两根缸盖螺钉。拧紧螺栓。扭矩值: 45 n.m [34 ft-lb]
将推杆板安装到缸套内。确认已将其正确对准缸套。转动推杆螺钉直到其接触到推板。转动推杆螺钉直到缸套法兰接触到沉孔台阶。不要使用超过 65 N•m [50 ft-lb] 的扭矩。拆下工具。
注: 由于有 Lubrite 涂层,新缸套可以小于最小技术规范 0.005 mm 到 0.015 mm [0.0002 in 到 0.0006 in]。
使用内径千分表测量缸套顶部、底部和中部的内径。
每个位置测量两次。测量点必须相隔 90 度。
新缸套内径
|
mm |
in | |
|
158.737 |
最小 |
6.250 |
|
158.775 |
最大 |
6.251 |
在顶部两个测量处,内径的不圆度不得大于 0.076 mm [0.003 in]。
如果底部测量位置处的内径不大于 0.05 mm [0.002 in],必须拆卸缸套。检查 O 形圈有无扭曲。
最后步骤
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
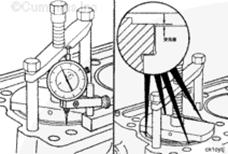
测量缸套突出量。参考第 1 节中的步骤 001-064。
安装活塞和连杆总成。参考第 1 节中的步骤 001-054。
安装缸盖。参考第 2 节中的步骤 002-004。
康明斯KTA19柴油发动机缸盖
安装
清洁缸体顶部和缸套。

测量缸套突出量。参考第 1 节中的步骤 001-064。
单词 TOP 压印在缸盖密封垫的顶部上,安装密封垫后必须可以看到该单词。安装缸盖密封垫。
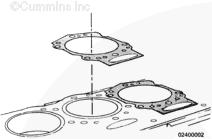
安装缸盖。必须能够沿销槽滑动自如。用 SAE EP 140W 机油润滑缸盖螺钉法兰。用清洁的发动机机油润滑缸盖螺钉头。将螺钉装入缸体之前,先甩掉过多的机油。安装螺钉。

注意
镀镉 170 mm [6¾ in] 螺钉的扭矩技术规范小于相同长度的具有 lubrite 镀层(黑色)的螺钉的扭矩技术规范。过度拧紧镀镉螺钉会导致缸体过载,从而导致沉孔开裂或螺纹损坏。不要在同一台发动机上混用镀镉螺钉和具有 lubrite 镀层(黑色)的螺钉。
原始 K19 缸盖螺钉为 170 mm [6¾ in]。螺钉可以镀镉,从而发出闪亮的铬合金一样的光泽,也可以采用看上去是黑色的 lubrite 镀层,或者采用磷酸锌镀层,它是灰色的,但是在用钢丝轮清洁之后会发光。在安装螺钉时,请确保使用了正确的扭矩。
生产序号大于 31103629 的所有 K19 发动机以及从 1977 年中期起出厂的所有维修用缸体都使用 203 mm [8 in] 缸盖螺钉。203 mm [8 in] 螺钉为黑色或灰色。灰色的螺钉带有磷酸锌镀层。在用钢丝轮清洁之后,灰色的螺钉会发光。长度为 203 mm [8 in] 的所有螺钉都只有一个扭矩技术规范。

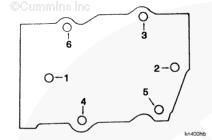
按附图显示的顺序拧紧螺栓。
Torque Value:
发光的铬合金色 170 mm [6¾ in]
65 n.m [48 ft-lb]
160 n.m [118 ft-lb]
250 n.m [184 ft-lb]
345 n.m [254 ft-lb]
Torque Value:
黑色 170 mm [6¾ in]
65 n.m [48 ft-lb]
200 n.m [148 ft-lb]
340 n.m [251 ft-lb]
490 n.m [361 ft-lb]
Torque Value:
磷酸锌灰色 203 mm [8 in]
65 n.m [48 ft-lb]
200 n.m [148 ft-lb]
340 n.m [251 ft-lb]
490 n.m [361 ft-lb]
Torque Value:
磷酸锌灰色 203 mm [8 in](备选方法)
65 n.m [48 ft-lb]
200 n.m [148 ft-lb]
300 n.m [221 ft-lb]
再转动 90 度
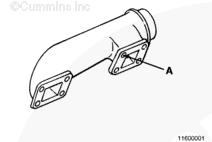
康明斯柴油发动机KT38和KTA38 与KT50 和KTTA50干式排气歧管
概述
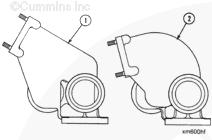
对于所有 K38 和 K50 发动机来说,歧管零件和安装紧固件并不相同。因为零件不同,所述的安装排气歧管的步骤适用于:
KT38 和 KTA38 干式排气歧管
KTTA 38 干式排气歧管
KT38 和 KTA38 干式排气歧管,带中位安装涡轮增压器(外置中冷器)
KT38、KTA38 和 KTA50 湿式排气歧管
KTA50 干式排气歧管
KTTA 50 干式排气方木型歧管
KTA50、 KTTA 50、K1500E、K1800E 和 K2000E 干式排气脉冲型歧管
K38 和 K50 波纹管歧管。
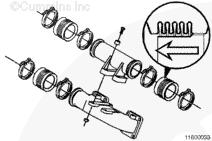
船用排气系统用于 K38 M0/M1/M2/D(M1) 和 K50M2/D(M1) 发动机上。
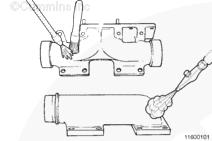
插图显示了船用排气歧管侧剖面。
船用排气歧管波纹管与工业用排气歧管波纹管的设计不同。插图显示了船用排气歧管波纹管。

排气歧管波纹管密封垫(零件号 3966350)位于波纹管端部。如果密封垫没有入位,波纹管将不能密封。
插图显示了安装了密封垫的船用排气歧管波纹管。
准备步骤
|
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能维修压力盖。否则高温冷却液或蒸汽喷出可能会造成人身伤害。 |
|
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。 |
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
排放冷却系统。参考第 8 节中的步骤 008-018。
拆下涡轮增压器。参考第 10 节中的步骤 010-033。
拆下进气和跨接管接头。参考第 10 节中的步骤 010-020。
拆下湿式歧管冷却液供应管。参考第 11 节中的步骤 011-016。
拆下中位安装中冷器。参考第 10 节中的步骤 010-002。
排放冷却系统。参考第 8 节中的步骤 008-018。
拆下涡轮增压器。参考第 10 节中的步骤 010-033。
拆下进气和跨接管接头(中位安装中冷器)。参考第 10 节中的步骤 010-020。
拆下湿式歧管冷却液供应管。参考第 11 节中的步骤 011-016。
拆下中位安装中冷器。参考第 10 节中的步骤 010-002。
在 KTTA 发动机上,拆下低压涡轮增压器支架。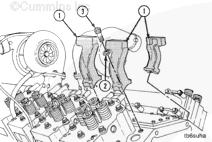
康明斯柴油发动机干式排气歧管拆卸
使用冲头和锤子弯曲锁片,使其脱离螺钉头。
注: 并非所有发动机都有这种类型的锁片。有些发动机上包含一个卡在螺钉头上的锁片。一些发动机具有不需要锁片的锁紧螺钉。
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
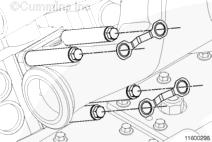
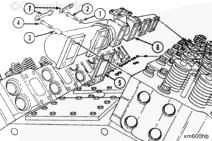
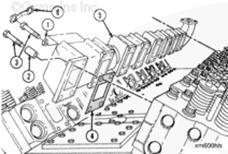
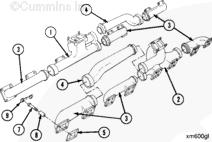
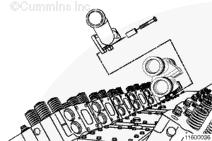
注: 图示的干式歧管是典型类型。用于 K38 和 K50 发动机的排气歧管并不相同。然而,解体步骤相同。
在每个缸盖排气端口处有四个螺钉。拆下锁片 (5)。拆下螺钉和隔圈。拆下两根排气歧管。拆下密封垫 (3)。废弃密封垫。
康明斯柴油发动机干式排气歧管解体
使用木锤将歧管各段分离。
清洁并检查能否继续使用
|
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
|
使用蒸汽清洁器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。 |
用蒸汽或者溶剂清洁歧管。使用钢丝刷清洁密封接头段的内外径以除去所有水垢。
使用粒度为 240 的细砂布清洁所有排气歧管密封垫表面。
|
警告 当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
|
使用蒸汽清洁器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。 |
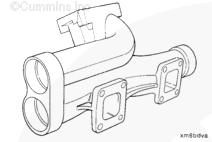
注: 此步骤应用于所有的 K38 和 K50 干式歧管。图示的仅是一种型号。
检查歧管有无裂纹、扭曲以及接合处有无泄漏。
如果任何段发生泄漏或损坏,则必须更换歧管段。
使用溶剂或蒸汽。清洁零件。
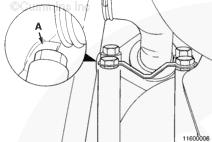
检查所示区域有无裂纹。检查所有的涡轮增压器双头安装螺柱有无损坏。
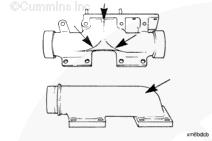
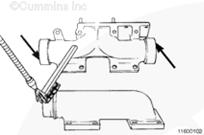
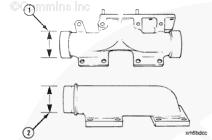
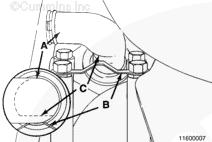
如果再次安装歧管段,应测量连接歧管段的内径 (1) 和外径 (2)。内径最多可大于外径 0.063 mm [0.0025 in]。内径和外径可以相同。
|
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
注: 此步骤应用于所有的 K38 和 K50 干式歧管。图示的仅是一种型号。
使用溶剂或蒸气清洗零件。
康明斯柴油发动机干式排气歧管组装
使用防粘结复合剂润滑部段滑入歧管连接段区域的外径。使用木锤将此段安装到连接段。

康明斯柴油发动机T38 和 KTA38,带干式排气歧管安装
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
注: 歧管可以安装在任一排上。
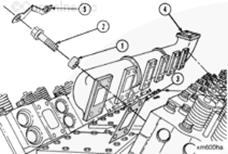
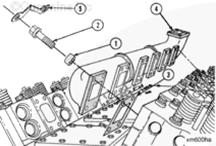
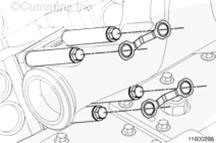
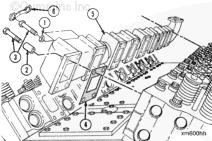
注: 除发电机组应用外,安装 76 mm [3 in] 长的安装螺钉 (2) 和 42.4 mm [1.67 in] 长的隔圈 (1)。将长度为 38 mm [1.5 in] 的螺钉和淬火垫圈安装到发电机组用歧管上。
在螺钉 (2) 上安装隔圈 (1)。在螺钉螺纹上使用防粘结复合剂。
安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫 (3)、歧管 (4) 和螺钉。检查以确认密封垫正确对准歧管和缸盖。
Torque Value:
38 mm [1.5 in] 螺钉
60 n.m [44 ft-lb]
Torque Value:
在螺钉头上压印有 N 的 76 mm [3 in] 螺钉
55 n.m [41 ft-lb]
Torque Value:
76 mm [3 in] 螺钉,螺钉头上没有印 N 标记
80 n.m [59 ft-lb]
注: 螺钉头上没有 N 标记的螺钉具有专用螺纹,用于锁紧螺钉并且不再用于维修。如果再次使用则遵循相应的扭矩值。
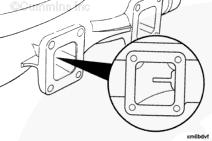
注: 带有防松螺纹的螺钉不需要锁片。
|
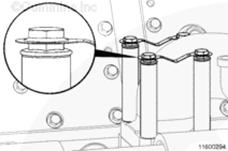
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
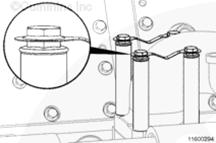
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
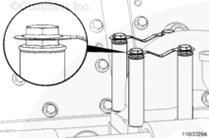
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。
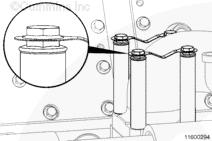
注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。
使用维修工具(零件号 3163500)获得正确的安装高度。
带干式排气歧管的 KTTA 38
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
注: 歧管可以安装在任一排上。
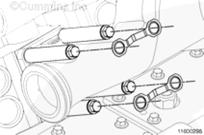
安装用于歧管中段的 114 mm [4.5 in] 长的安装螺钉 (2) 和淬火垫圈 (1)。在末端段安装 76 mm [3 in] 长的安装螺钉 (4) 和 42.4 mm [1.67 in] 的隔圈 (3)。
在螺钉 (2) 上安装垫圈 (1)。在螺钉 (4) 上安装隔圈 (3)。在螺钉螺纹上使用防粘结复合剂。
安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫 (5)、歧管 (6) 和螺钉。检查以确认密封垫正确对准歧管和缸盖。
扭矩值: 55 n.m [41 ft-lb]
|
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。
注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。使用维修工具(零件号 3163500)获得正确的安装高度。
KT38 和 KTA38,带干式排气歧管
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
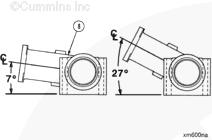
注: 以下信息仅用于带有外置中冷器的中位安装涡轮增压器。歧管中段必须安装在正确的发动机排上,以使发动机排气管路符合应用要求。如果要朝向发动机后方排气,具有最小角度的中段 (8) 必须安装在发动机右排上。如果要朝向发动机前方排气,具有最小角度的中段 (8) 必须安装在左排上。
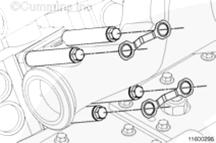
安装用于歧管中段的 114 mm [4.5 in] 长的安装螺钉 (2) 和淬火垫圈 (1)。将长度为 76 mm [3 in] in 的安装螺钉 (4) 和 42.4 mm [1.67 in] 的隔圈 (3) 安装到末段。
在螺钉 (2) 上安装垫圈 (1)。在螺钉 (4) 上安装隔圈 (3)。在螺钉螺纹上使用防粘结复合剂。
注: 安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫 (5)、歧管 (6) 和螺钉。检查以确认密封垫正确对准歧管和缸盖。
扭矩值: 55 n.m [41 ft-lb]
|
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。
注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。
使用维修工具(零件号 3163500)获得正确的安装高度。
KTA50 干式排气歧管
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
注: 歧管可以安装在任一排上。
安装长度为 140 mm [5.5 in] 的螺钉 (3)。除末端封闭段的端部外,在所有的螺钉上都安装淬火垫圈 (1)。将 105.64 mm [4.159 in] 长的隔圈 (2) 安装到末端封闭段末端的螺钉上。
注: 老式发动机在末端封闭段端部有一个 38 mm [1.5 in] 的螺钉和一个淬火垫圈 (1)。这些螺钉具有专用螺纹并且不再用于维修。如果更换了旧螺钉,必须安装螺钉 (3) 和隔圈 (2)。
在螺钉 (3) 上安装淬火垫圈 (1) 和隔圈 (2)。在螺钉螺纹上使用防粘结复合剂。
注: 安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫 (4)、歧管 (5) 和螺钉。检查以确认密封垫正确对准歧管和缸盖。
Torque Value:
140 mm [5.5 in] 螺钉,螺钉头上印有 N 标记
55 n.m [41 ft-lb]
Torque Value:
140 mm [5.5 in] 和 38 mm [1.5 in] 螺钉,螺钉头上没有印 N 标记
80 n.m [59 ft-lb]
注: 螺钉头上没有 N 标记的螺钉具有专用螺纹,用于锁紧螺钉并且不再用于维修。如果再次使用则遵循相应的扭矩值。
注: 带有专用螺纹的螺钉不需要锁片。
|
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。
注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。使用维修工具(零件号 3163500)获得正确的安装高度。
KTTA 50 干式排气方木型歧管
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
注: 歧管可以安装在任一排上。
安装长度为 140 mm [5.5 in] 的螺钉 (3)。除末端封闭段的端部外,在所有的螺钉上都安装淬火垫圈 (1)。将 105.64 mm [4.159 in] 长的隔圈 (2) 安装到末端封闭段末端的螺钉上。
老式发动机在末端封闭段端部有一个 38 mm [1.5 in] 的螺钉和一个淬火垫圈 (1)。这些螺钉具有专用螺纹并且不再用于维修。如果更换了旧螺钉,必须安装螺钉 (3) 和隔圈 (2)。
在螺钉 (3) 上安装淬火垫圈 (1) 和隔圈 (2)。在螺钉螺纹上使用防粘结复合剂。
注: 安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫 (4)、歧管 (5) 和螺钉。检查以确认密封垫正确对准歧管和缸盖。
Torque Value:
140 mm [5.5 in] 螺钉,螺钉头上印有 N 标记
55 n.m [41 ft-lb]
Torque Value:
140 mm [5.5 in] 和 38 mm [1.5 in] 螺钉,螺钉头上没有印 N 标记
80 n.m [59 ft-lb]
注: 螺钉头上没有 N 标记的螺钉具有专用螺纹,用于锁紧螺钉并且不再用于维修。如果再次使用则遵循相应的扭矩值。
注: 带有专用螺纹的螺钉不需要锁片。
|
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。

注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。
使用维修工具(零件号 3163500)获得正确的安装高度。
K50 干式排气脉冲型歧管
本步骤也适用于 KTA50、 KTTA 50、K1500E、K1800E、2000E 歧管。
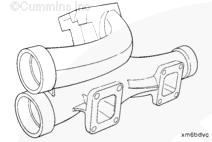
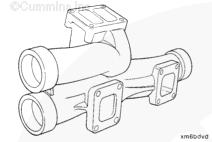
带脉冲型歧管的 KTA50 发动机在一排上采用平直中段 (1),而另一排上则采用弯曲中段 (2)。歧管中段必须安装在正确的发动机排上,以使发动机排气管路符合应用要求。如果要朝向发动机后方排气,具有平直中段 (1) 的歧管必须安装在发动机左排上。如果要朝向发动机前方排气,平直中段必须安装在右排上。
带脉冲型歧管的 KTTA 50 发动机在发动机两排都采用平直中段 (1)。这些歧管可被安装在发动机的任一排。
对 K50 脉冲型排气歧管(1、2 和 3)以及歧管装配零件(7、8 和 9)做了大量的更改。
改进的平直中段(零件号 3630241)替代了以前的平直中段(零件号 3626757 或 3628682)。改进的平直中段用于需要一个脉冲歧管的非大功率 K50 发动机(例如:KTA50C-1600 发动机)。
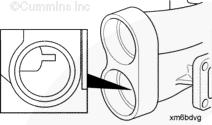
该歧管(零件号 3630241)可通过最靠近两个排气进口或两端的排气端口上的缺口识别。前一种歧管(零件号 3626757 或 3628682)没有缺口。
在下排气进口也可以看到缺口。
大功率建筑用 K50 排气歧管中段需要具有更高热疲劳强度的材料(镍合金材料)。两个排气进口或两个末端之间的距离已经增加。
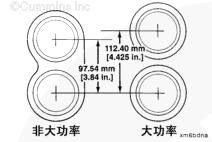
推出了弯曲排气歧管段(零件号 3627878)用于大功率 K50 建筑用发动机以适应此加大的距离。

大功率建筑用的平直中段(零件号 3629532)用于 K2000E、 KTTA 50-C1800-B 以及 K1800E 的左排上。
建筑用大功率发动机歧管弯曲中段用于 K1800E 的右排。
K1800E 右排中段允许向后排气。
|
最早采用此部段的发动机生产序号 | |
|
生产序号 |
部段零件号 |
|
33122641 |
3627877 |
|
33122641 |
3627878 |
|
33124817 |
3630241 |
|
* |
3629532 |
* 生产序号最早的发动机生产日期为 1994 年 3 月。
歧管已被更改,将定位销孔 (A) 增加到与每段的其他 7 个安装孔相同的直径,即 15 mm [0.591 in]。
较小的定位销孔用于将歧管前部与后部定位,以确保滑动连接部分正确定位。
|
必须使用导向销或双头螺栓,否则歧管不能正确定位,会导致缸盖歧管螺钉断裂。 |
使用定位销将新歧管正确定位。每段使用一个销。销径能保证正确的歧管位置和对齐。
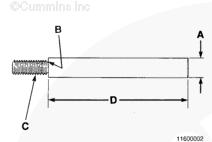
以下列出了定位销尺寸以便本地制造。
(A) 直径:
13.8 mm 至 14.0 mm [0.543 in 至 0.551 in]。
(B) 底切至螺纹根部直径
(C) 螺纹规格 0.438 in x 14 in x 0.50(长度)
(D) 无螺纹长度 99.2 mm [3.91 in]。
注: 无螺纹的一端可用作扳手平面。

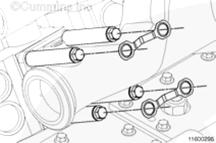
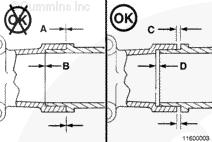
在排气歧管段(A 和 B)之间没有足够的间隙会导致螺钉、排气歧管或缸盖故障。使用导向销或双头螺栓确保歧管间隙(C 和 D)正确。典型的歧管间隙 (C) 范围是 4.0 至 9.5 mm [0.158 至 0.374 in]。
注: 长螺钉和隔圈可在不更换任何部件的情况用于所有位置,但左排前部除外。在左排前部位置安装较长的螺钉和隔圈需要新的节温器壳体支架和输水管。新型螺钉和隔圈可用于所有 K50 脉冲型歧管零件号。
较长的排气歧管安装螺钉和隔圈在改进了密封垫密封性能的同时,还允许缸盖和排气歧管接口之间的相对滑动或移动。
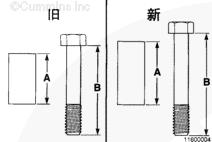
|
零件名称 |
旧尺寸 |
新尺寸 |
|
隔圈-A |
42.4 mm [1.67 in] |
105.6 mm [4.16 in] |
|
隔圈-B |
76.2 mm [3.00 in] |
139.7 mm [5.50 in] |
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
不要使用密封垫粘合剂。粘合剂会使二硫化钼覆盖在密封垫上,从而失效并导致密封垫或螺钉损坏。 |
在螺钉螺纹上使用防粘结复合剂。
注: 安装密封垫时必须使密封垫的突起侧边朝向歧管。
安装密封垫、歧管、安装螺钉和隔圈。检查以确认密封垫正确对准歧管和缸盖。
扭矩值: 55 n.m [41 ft-lb]
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其断裂。
为获得间隙 (A) 以使用长螺钉和隔圈,其他三个部件也做了改动。
1. 节温器壳体支架中铸出间隙 (A) 用于扳手和锁片间隙。
2. 从 V 形室前部连接到节温器壳体支架的输水管 (A) 与螺钉锁片 (B) 发生干涉。
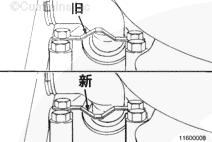
输水管 (A) 上增加了一个平面,用以在使用较长的隔圈时防止与螺钉锁片 (B) 发生干涉。虚线 (C) 表示管上增加的平面区域。
注: 不要将老式锁片(零件号为 3043912)倒置安装而盖住水管。锁片将折断或没有正确固定在螺钉头上。
3. 为进一步增加水管至锁片的间隙,推出了一种新型锁片。新型锁片的 V 形弯头朝下对着歧管,而不是朝上。
使用维修工具(零件号 3163500)以确保锁片正确安装。
这些更改于 1994 年 11 月实施(首台发动机生产序号为 33128992)。
使用维修工具(零件号 3163500)以确保锁片正确安装。
K38 和 K50 波纹管歧管
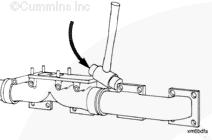
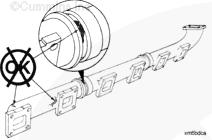
将波纹管安装到螺栓接合的歧管段两侧。使用 V 形带箍固定波纹管,使用紧固螺钉在排气朝内的顶侧上安装卡箍。
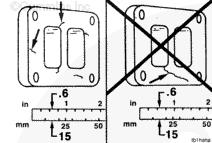
注: 必须正确安装波纹管以防止燃气流导致的损坏。图中的箭头显示燃气流通过波纹管的正确方向。
如上所述,将辅助波纹管安装到中央涡轮增压器安装段的单进气侧,并固定波纹管 V 形卡箍。安装排气口接头和密封垫。
从发动机的左排开始,安装正确厚度的密封垫并将螺栓接合的脉冲段安装到缸盖 5 和 6 上。在此点保持卡箍松动。

安装正确厚度的密封垫后安装后排气段,同时将其固定在刚才安装的螺栓接合段的波纹管上。如果摇臂室在发动机上,需要松开螺栓接合脉冲段以安装 V 形卡箍。在此位置让螺钉保持松动。
安装中央涡轮增压器安装段,将其固定到螺栓接合的脉冲段的两个波纹管上。在此位置让主固定螺钉保持松动。

安装排气系统的最末段,但不要拧紧螺钉。

从排气系统的中段拆下 2 颗上部螺钉。确保排气段对正缸盖上的螺纹孔。
拧紧主轴承固定螺钉。
扭矩值: 54 n.m [40 ft-lb]
向任一方向移动到下一段并拆下 2 个螺钉。将排气歧管放在螺纹孔中心。
拧紧主轴承螺钉。
扭矩值: 54 n.m [40 ft-lb]
注: 在紧固安装螺钉和 V 形带箍前,必须将排气系统的每段对准缸盖上的螺纹孔。使波纹管按照燃气流动方向正确安装十分重要。

将 V 形带箍与排气安装面大约呈 110 度定位。
Torque Value:
拧紧船用类型的 V 形带箍
17 n.m [150 in-lb]
Torque Value:
拧紧工业用类型的 V 形带箍
5 n.m [44 in-lb]
在右排重复以上安装步骤。

|
不要将锁片安装在不正确方位。锁片将折断或没有正确固定在螺钉头上。 |
注: 将锁片安装到螺钉头上时,将锁片安装到大约螺钉头高度一半的位置。将锁片安装到底会导致其变形。
图示为锁片在螺钉上的正确方位。注意使突起侧边背对螺钉头法兰。
注: 为易于安装,安装完一排的排气歧管和锁片后,再安装另一排的排气歧管。
安装排气歧管安装螺钉锁片。确保锁片正确装配。ESN 在 33128992 之后的所有发动机,V 形拱朝向歧管。
使用维修工具(零件号 3163500)获得正确的安装高度。
最后步骤
在 KTTA 发动机上,安装低压涡轮增压器支架。
|
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。 |
|
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。 |
安装中位安装中冷器。参考第 10 节中的步骤 010-002。
安装涡轮增压器。参考第 10 节中的步骤 010-033。
安装湿式歧管冷却液管。参考第 11 节中的步骤 011-016。
安装进气和跨接管接头。参考第 10 节中的步骤 010-021。
加注冷却系统。参考第 8 节中的步骤 008-018。
运转发动机,检查有无泄漏。
安装中位安装中冷器。参考第 10 节中的步骤 010-002。
安装涡轮增压器。参考第 10 节中的步骤 010-033。
安装湿式歧管冷却液管。参考第 11 节中的步骤 011-016。
安装进气和跨接管接头。参考第 10 节中的步骤 010-021。
加注冷却系统。参考第 8 节中的步骤 008-018。
运转发动机,检查有无泄漏。
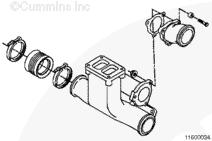
康明斯KTA50柴油发动机带STC 机油歧管
概述
康明斯KTA50柴油发动机分级正时控制 (STC) 机油歧管和 O 形圈于 1994 年 1 月进行了改进,以减少歧管与摇臂室接口处的机油泄漏。误差累积会造成油轨中的油道与摇臂室不能对准,使机油渗漏或泄漏。
为防止此处发生机油泄漏,增加了机油歧管中沉孔的直径。为适用于改进的机油歧管,推出了较大的 O 形圈。改进的 O 形圈上具有白色条纹,使其与具有相同尺寸但由不同材料制成的其他 O 形圈不同,可据此对其进行识别。
注: 改进的机油歧管只能使用带白色条纹的 O 形圈。
康明斯KTA50柴油发动机带STC 机油歧管的拆卸方法
STC (HVT) 机油歧管
注: 只有带 STC 的发动机才配备这些歧管。
注: 发动机每排有一个软管总成。
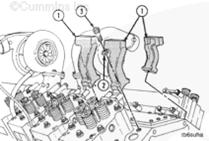
从歧管和 STC 机油控制阀 (9) 的管接头 (8) 上断开软管。拆下所有卡箍和软管总成。
检查软管是否损坏。如果零件损坏,将其废弃。
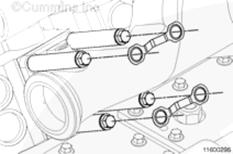
拆下平垫圈 (2)、螺钉 (3)、歧管和 O 形密封圈 (1)。废弃油封。
清洁并检查康明斯KTA50柴油发动机带STC 机油歧管能否继续使用
|
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。 |
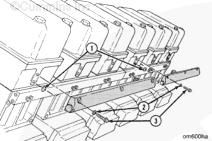
拆下直螺纹螺塞 (1) 和 O 形密封圈。拆下连接块 (2)、螺钉和 O 形圈。废弃 O 形圈。使用对铝无害的溶剂。清洁零件。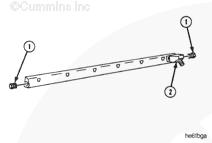
检查零件有无裂纹。安装新的 O 形密封圈、连接块 (2) 和螺钉。扭矩值: 7 n.m [62 in-lb]安装螺塞。扭矩值: 20 n.m [177 in-lb]
康明斯KTA50柴油发动机STC 机油歧管的安装方法与技巧
|
进行检查以便确定 O 形密封圈仍在原位。如果密封圈脱落,会造成机油泄漏 |
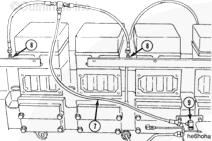
只有带 STC (HVT) 的发动机才配备机油歧管。
注: 带 STC (HVT) 的 K38 和 K50 发动机具有 4 个机油歧管。K38 和 K50 发动机的歧管并不相同。K38 发动机的每个歧管连接到 3 个摇臂室, K50 发动机的每个歧管连接到 4 个摇臂室。
注: 每台发动机都有两个不同的歧管。“左排 (LB)”前歧管和“右排 (RB)”后歧管相同。“左排 (LB)”后歧管和“右排 (RB)”前歧管相同。
用 lubriplate 将 O 形密封圈 (1) 固定在歧管上的沉孔中。将 O 形密封圈安装在机油歧管上。每个摇臂室需要一个密封圈。
将平垫圈 (2) 安装到螺钉 (3) 上。将 Loctite™ 271(零件号 3375068)或等同物涂抹到螺钉上。安装歧管和螺钉。扭矩值: 16 n.m [142 in-lb]